Juntar TMAX, torne-se um agente!
Juntar TMAX, torne-se um agente!

Sales Manager:David
Email:David@tmaxcn.com
Wechat:18659217588
Item nº.:
TMAX-ZL-J750-40Pagamento:
L/C, T/T, Western Union, Credit Cards, PaypalPorto de embarque:
Xiamen PortTempo de espera:
5 Days:
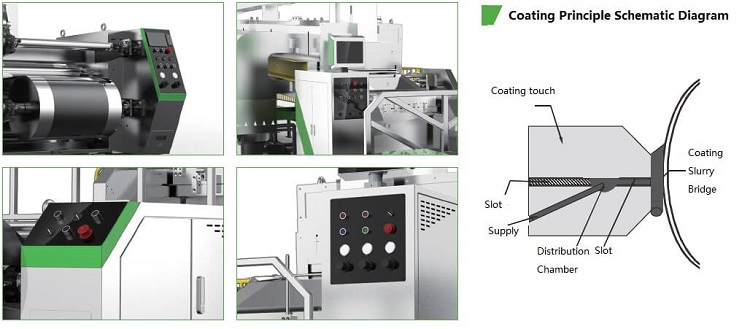
CE, IOS, ROHS, SGS, UL CertificateMáquina de revestimento e matriz de ranhura de lados duplos para revestimento de eletrodo de bateria prismática
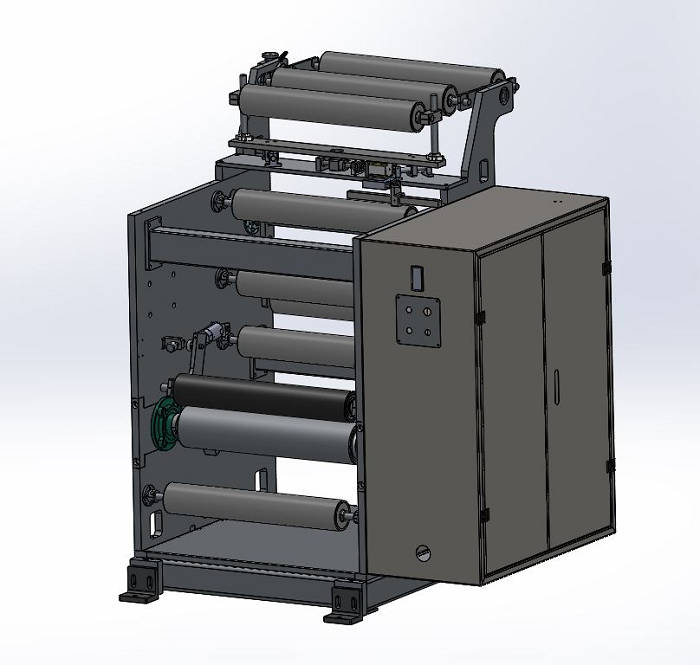
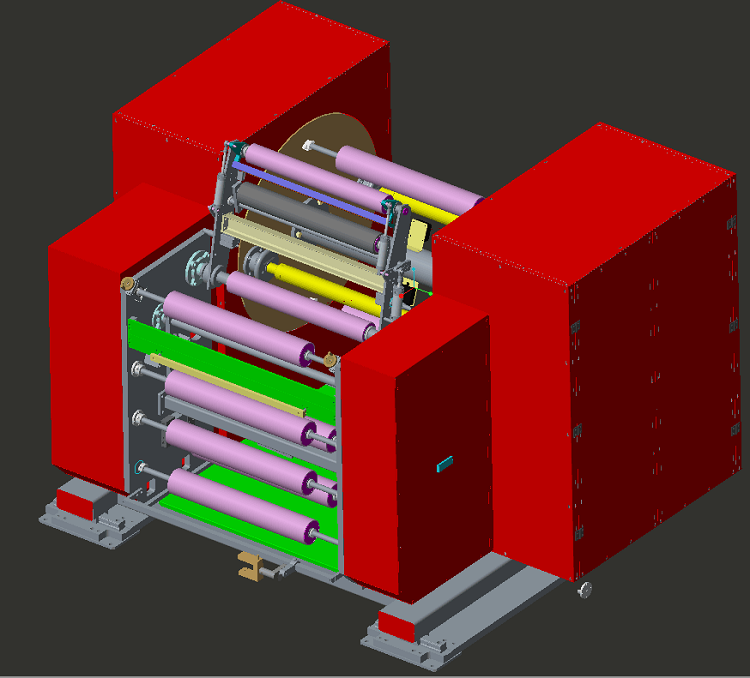
Eu. Breve introdução da estrutura do revestidor
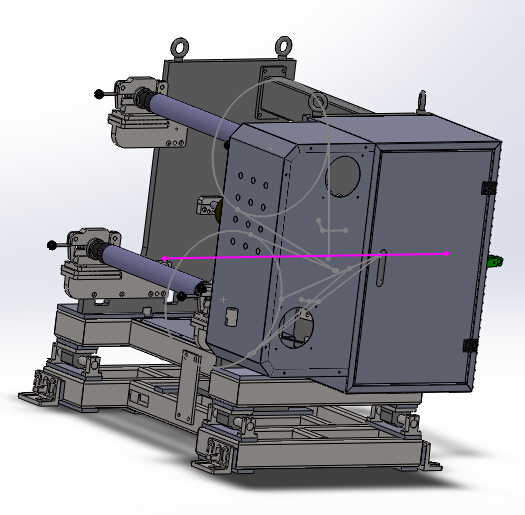
1. Mecanismo de desenrolamento
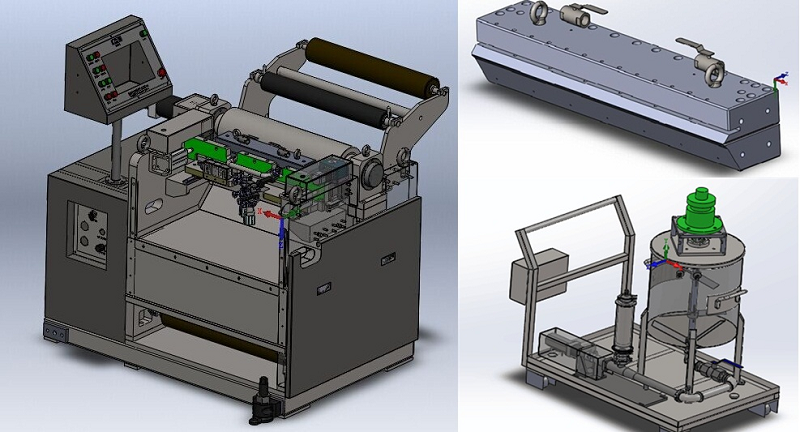
2. Mecanismo de revestimento (2 conjuntos)
3. Mecanismo de forno (camada dupla 40m)
4. Mecanismo de tração (2 conjuntos)
5. Mecanismo de enrolamento
6. Sistema de controle
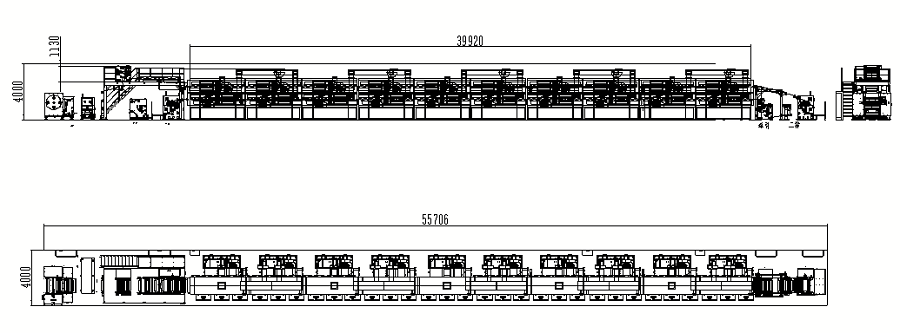
Tamanho total e peso do equipamento de revestimento:
tamanhoï¼ comprimento 55.000 mm * largura 4.000 mm (excluindo espaço de manutenção) * altura 4.000 mm
Woito: Cerca de 40T
Visão geral da função:
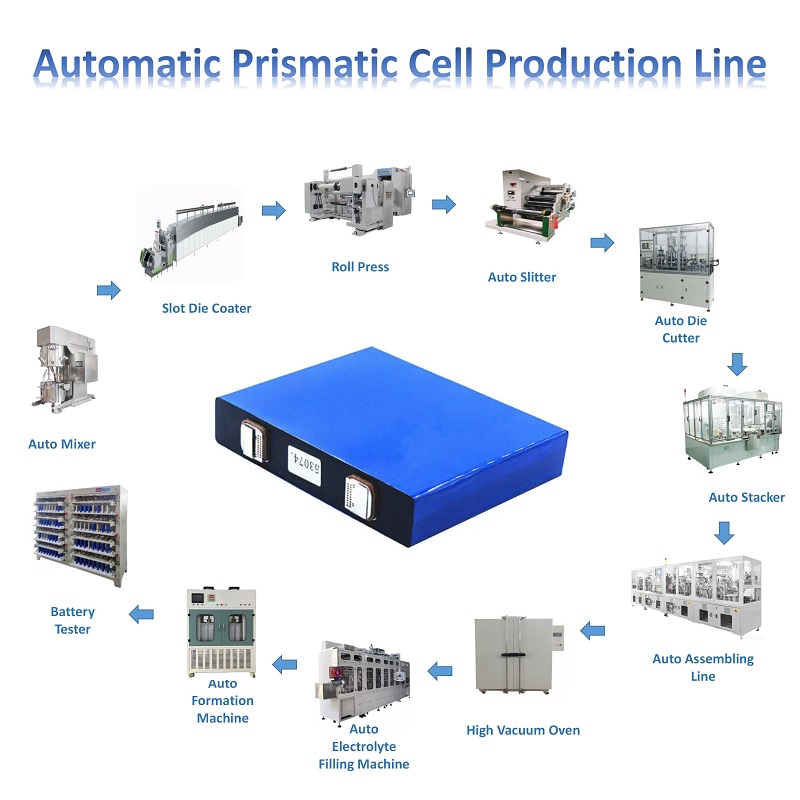
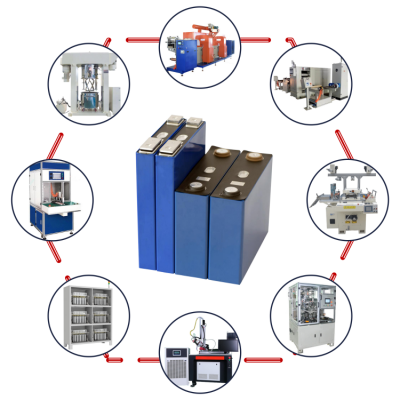
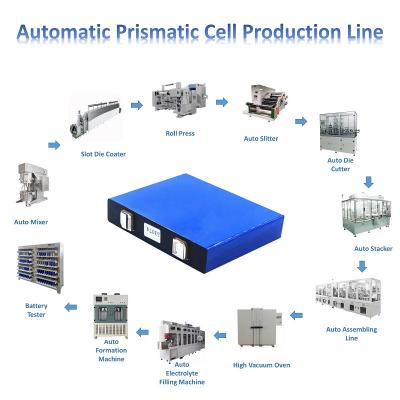
ZL-J a máquina de revestimento da série J é um equipamento profissional de revestimento de eletrodo de bateria de lítio.
â² é aplicável ao processo de revestimento de fosfato de ferro-lítio oleoso ou aquoso, óxido de cobalto-lítio oleoso, ternário, manganato de lítio, manganato de níquel-cobalto-lítio, grafite de carbono negativo oleoso ou aquoso, titanato de lítio e outros sistemas de pasta;
â² usando o sistema de controle de tensão de circuito fechado PID totalmente automático, a precisão do controle de tensão pode atingir o nível de ± 1n;
â² peças padrão importadas, como sistema de controle PLC Siemens e servo motor de alta precisão, são usadas para garantir a consistência e estabilidade ultra-alta dos produtos de revestimento em termos de densidade e tamanho de superfície. A proporção de peças padrão importadas nas peças padrão de toda a máquina chega a 85%.
â² com características de revestimento de alta velocidade, alta precisão e alta consistência, é o equipamento de revestimento preferido para baterias de energia.
II. Parâmetros técnicos e configuração principal do equipamento
ï¼Aï¼Configuração principal do equipamentoï¼
|
No. |
Name |
Local de Origem |
|
1 |
Uminterruptor ir |
Schneider (França) |
|
2 |
CLP |
Siemens (Alemanha) |
|
3 |
Tela sensível ao toque |
Siemens (Alemanha) |
|
4 |
Modular |
Siemens (Alemanha) |
|
5 |
Relé intermediário |
Schneider (França) |
|
6 |
servomotor |
Siemens (Alemanha) |
|
7 |
Servo motor de acionamento direto (DDR) |
Rexroth (Alemanha) |
|
8 |
Detecção de pressão de alimentação |
Bd.sensors/valcom (Alemanha / Japão) |
|
9 |
Bomba dosadora de precisão |
Heishin (Japão) |
|
10 |
Cilindro de baixo atrito |
Tengcang (Japão) |
|
11 |
Redutor planetário |
Newcastle (Alemanha) |
|
12 |
Disjuntor |
Schneider (França) |
|
13 |
Contator CA |
Schneider (França) |
|
14 |
Relé de estado sólido |
Xinda (Taiwan) |
|
15 |
Proteção térmica |
Schneider (França) |
|
16 |
Ttermostato |
Omron (Japão) |
|
17 |
Correção automática de desvio |
Aibo (doméstico) |
|
18 |
Tensão totalmente automática |
Controle de malha fechada PID (fabricado pelo próprio) |
|
19 |
Motor principal de descarga (recepção) |
Siemens (Alemanha) |
|
20 |
Olho elétrico de fibra óptica |
KEYENCE (Japão) |
|
21 |
Rolamento rígido de esferas (cabeça da máquina) |
NSK (Japão) |
|
22 |
Rolo de revestimento |
Cromagem dura (fabricada pelo próprio) |
|
23 |
Rolo guia |
Φ 118 superfície de liga de alumínio anodizada, acabamento rc0.4 (doméstico) |
|
24 |
Conversor de frequência |
Rexroth (Alemanha) |
|
25 |
Régua de grade de ajuste de faca |
Keens (Japão) |
|
26 |
Ventilador (aço inoxidável) |
Hongjian (doméstico) |
|
27 |
Cabeça de extrusão |
Mitsubishi |
|
28 |
Manômetro digital |
Bode (Suécia) |
|
29 |
Componentes pneumáticos |
SMC (Japão) |
|
ï¼Bï¼Partes vulneráveisï¼ |
|||||
|
Não. |
Name |
Marca |
Qquantidade |
Tempo de estoque |
Rmarcações |
|
1 |
Rolo de aço |
autocontrole |
1 peça/2 conjuntos |
30 dias |
Materiais de cromagem importados |
|
2 |
Rolamento de rolos de aço |
NSK/NTN |
conjunto 2/1 |
15 dias |
De acordo com o ciclo de aquisição |
|
3 |
Tubo de aquecimento |
doméstico |
3 peças/conjunto |
1 dia |
|
4 |
Termopar |
doméstico |
1 peça/conjunto |
1 dia |
Adapte-se ao caminho de secagem mais longo |
|
5 |
chave hexagonal interna |
doméstico |
1 conjunto/conjunto |
1 dia |
|
|
6 |
Chave ajustável |
doméstico |
1 peça/conjunto |
1 dia |
|
|
7 |
Anel de vedação do corpo da válvula |
doméstico |
1 conjunto / unidade |
1 dia |
|
|
8 |
Chave de torque |
Japão |
1 conjunto / unidade |
15 dias |
|
|
9 |
Caminhão de elevação de cabeçote |
doméstico |
1 conjunto / unidade |
15 dias |
|
|
10 |
Plataforma de mármore |
doméstico |
1 conjunto / unidade |
10 dias |
|
|
11 |
Tubo de alimentação |
doméstico |
12m/conjunto |
1 dia |
|
|
12 |
Amostrador de pólo |
doméstica |
1 / conjunto |
2 dias |
|
|
13 |
Sele |
TMAX |
3 conjuntos / unidade |
15 dias |
|
ï¼Cï¼Sistema de alimentação automáticaï¼Um conjunto de sistema de alimentação automática (60L) é padrão.
ï¼Dï¼Cor da aparênciaï¼ Exceto pela peça de aço inoxidável, a cor da caixa está em conformidade com a cartela de cores padrão fornecida pelo demandante.
ï¼Eï¼Funções do dispositivo:
|
Não. |
Pprojeto |
Tparâmetro técnico |
Notas |
|
1 |
Sistema adequado |
Fosfato de ferro-lítio oleoso ou aquoso, óxido de lítio-cobalto, manganato de lítio, ternário, manganato de níquel-cobalto-lítio, titanato de lítio, grafite de carbono, etc. |
|
|
2 |
Parâmetros operacionais do substrato |
Folha de alumínio (Cu): espessura 9 ~ 25um; Largura 300 ~ 720mm; Diâmetro do rolo máximo de 500mm; Peso máx.500kg; |
|
|
Folha de cobre (Cu): espessura 4,5 ~ 30um; Largura 300 ~ 720mm; Diâmetro do rolo máximo de 500 mm; Peso máximo de 500kgï¼ |
Luz lateral única ou luz lateral dupla |
||
|
3 |
Largura projetada da superfície do rolo |
750 mm |
|
|
4 |
Largura de revestimento garantida |
200~680 mm |
|
|
5 |
Velocidade de funcionamento mecânico do equipamento |
40m/min |
|
|
6 |
Velocidade de revestimento do equipamento |
1-32/minï¼ |
Depende da condição de secagem |
|
7 |
Adequado para viscosidade de pasta |
2000~16000 Cpsï¼Ppositivo póloï¼ 1000~16000 Cpsï¼Npólo negativoï¼ |
|
|
8 |
Faixa de espessura seca de revestimento de lado único |
40~200g/m2 |
|
|
9 |
Comprimento intermitente mínimo |
Velocidade de revestimento < 5mm dentro de 15m/min; Velocidade de revestimento acima de 25m/min ï¼ 8mm; |
|
|
10 |
Comprimento mínimo de revestimento de múltiplas seções |
50mm |
Velocidade de revestimentoâ¤12m/min |
|
11 |
Propriedades do solvente |
Solvente oleoso NMP(s.g=1,033, b.p=204â) |
|
|
Solvente aquoso H2O/NMP(s.g=1.000, b.p=100â) |
|
||
|
12 |
Conteúdo sólido adequado |
Peletrodo positivo Sï¼C. 60%±20% |
|
|
Npólo negativo Sï¼C. 50%±15%(PVDF sistema) Sï¼C. 50%±10%(SBR sistema) |
|
||
|
13 |
Pporção |
Peletrodo positivo 1,5â2,59/cm2 Npólo negativo 1ï½1,89/cm2 |
|
|
14 |
Método de revestimento |
Revestimento de intervalo desigual de 3 estágios frontal e traseiro de camada dupla / rastreamento automático do segundo lado / revestimento contínuo / revestimento de treliça de campo |
|
|
15 |
Modo de mudança de rolo |
Manual |
|
|
16 |
Direção de funcionamento do substrato |
Revestimento direto, avanço de substrato e operação reversa de folha vazia |
|
ï¼Fï¼Introdução da estrutura de cada parteï¼
1ã Mecanismo de desenrolamento (braço duplo com suporte duplo para rebobinamento manual)ï¼
|
Não. |
projeto |
Tparâmetro técnico |
Notas |
|
1 |
Estrutura de instalação de rolos |
Instalação de placa vertical integral de processamento CNC (espessura 30mm). |
|
|
2 |
Tratamento de superfície de rolo |
Tratamento de oxidação superficial de rolo de alumínio metálico, dureza superficial HRC65; Excentricidade circular sobre rolo ⤠20 μ mï¼ Rugosidade da superfície Ra0,2; Paralelismo ⤠0,1mm; |
|
|
3 |
Sistema de controle de tensão |
Modo de controle de velocidade de circuito fechado duplo: 1. Controle síncrono PID do rolo oscilante 2. O servo motor ajusta a tensão em circuito fechado. A tabela de exibição de tensão mostra o valor da tensão 3. A faixa de tensão ajustável é de 0 a 300n e a flutuação de tensão â¤Â± 1,5% |
|
|
4 |
Método de correção |
Controle EPC automático, curso 120mm |
|
|
5 |
Método de enrolamento |
Desenrolando para cima e para baixo |
|
|
O rolo é fixado com um eixo inflável de 3 polegadas |
|
||
|
Desenrolamento do eixo duplo de expansão de ar, suporte frente e verso |
|
||
|
Plataforma de recepção de correia manual, modo de barra de pressão dupla |
|
||
|
6 |
Direção de funcionamento do substrato |
Avançar e retroceder |
|
|
7 |
Velocidade de execução do substrato |
50m/min |
|
|
8 |
Diâmetro máximo de desenrolamento |
Ф500mm |
|
|
9 |
Capacidade máxima de carga do eixo inflável |
600Kg |
|
|
10 |
Número de eixos infláveis de desenrolamento |
2 artigos |
|
|
11 |
Sistema de controle |
Defina o botão de operação da função para concluir operações como conexão de fita, pausa, parada de emergência, rotação para frente e para trás, alinhamento esquerdo e direito, etc. |
|
|
12 |
Velocidade de desenrolamento |
A velocidade de desenrolamento é controlada pelo PLC de acordo com a velocidade de revestimento definida e os dados de alteração de tensão em tempo real; A potência de desenrolamento é fornecida pelo motor AC + redutor de turbina; |
|
2ã Estrutura da cabeça (uma demão, duas demãos)ï¼
|
Não. |
Pprojeto |
Tparâmetro técnico |
Notas |
|
1 |
Modo de estrutura de instalação |
Espessura de processamento CNC de estrutura de placa vertical integral de 70 mm, o peso total de 2,6 toneladas, aumenta a placa de ferro de rolamento no solo, reduz a área de rolamento no solo. |
|
|
2 |
Motor de acionamento principal |
Sservomotor |
|
|
3 |
Estrutura de rolo de borracha |
Para evitar a instabilidade de tensão causada pela não separação da tensão e garantir a estabilidade da densidade da superfície do revestimento. |
|
|
4 |
Ajuste de distância entre a cabeça de roscar e o rolo de revestimento |
O servo motor coopera com o sensor de deslocamento absoluto de alta precisão para controle de rastreamento em circuito fechado. A distância é definida através da tela, 1 ~ 5000um, a resolução de ajuste é de 0,1um e a precisão de posicionamento repetido é â¤Â± 0,3um. |
|
|
5 |
Seleção da cabeça de rosca |
A borda da matriz da cabeça de extrusão especial Mitsubishi é feita de aço de metal duro de alta resistência ao desgaste e à corrosão, e a superfície é tratada com carboneto de tungstênio ou nitreto de cromo. A retilineidade e planicidade são ⤠1,5 µ M |
|
|
6 |
Estrutura da cavidade da matriz |
É adotada a cabeça de revestimento com fenda de cavidade multipressão (spray), que possui forte adaptabilidade ao processo e ajuda a equilibrar a pressão transversal, de modo a tornar a espessura do revestimento transversal consistente; A matriz superior da cabeça de revestimento é projetada com um mecanismo de ajuste de deflexão, que pode ajustar o paralelismo das bordas superior e inferior da matriz |
|
|
7 |
Sistema de monitoramento de pressão |
Monitoramento da pressão de alimentação, monitoramento da pressão de refluxo, monitoramento da pressão da cavidade da matriz; Pode monitorar o processo de alimentação em tempo real, e dar alarme quando houver bloqueio, com precisão de ⤠0,001mpa |
|
|
8 |
Sistema de alimentação |
Bomba de parafuso de precisão bingshen japonesa (bomba 2nbl15f (sus + epdm)) + servo motor de precisão, um balde de rotatividade eficaz de 60L (recipiente de material) e tem as funções de detecção de nível de líquido e mistura de nível de líquido para evitar sedimentação e transbordamento de lama. |
|
|
9 |
Função intermitente de revestimento |
O sistema de válvula de controle servo intermitente é adotado para garantir a estabilidade do tamanho do revestimento. |
|
|
10 |
Função de desbaste de cabeça e cauda |
O sistema de válvula de controle servo intermitente pode ajustar o tempo de desbaste da cabeça e da cauda e o curso do interruptor da válvula intermitente para ajustar a espessura da cabeça e da cauda em tempo real. |
|
|
11 |
Função de ajuste horizontal da cabeça de rosca |
Adote orientação precisa do trilho guia linear e modo de ajuste horizontal manual, para que a cabeça da matriz possa ser ligeiramente ajustada ± 10 mm na posição horizontal; Garanta a precisão do alinhamento vertical dos lados frontal e traseiro |
|
|
12 |
Combinação e montagem da parte superior da cabeça de roscar e da parte inferior da cabeça de roscar |
A chave de torque digital é usada para garantir a consistência e precisão da montagem da cabeça de roscar. |
|
|
13 |
Tratamento de superfície do rolo |
Tratamento de oxidação superficial de rolo de alumínio metálico, dureza superficial HRC65; Excentricidade circular sobre rolo ⤠20 μ mï¼ Rugosidade da superfície Ra0,2; Paralelismo ⤠0,1mm; |
|
|
14 |
Rolo de revestimento (rolo de aço) |
A superfície é revestida com cromo duro importado, com diâmetro de Φ 295mm; |
|
|
15 |
Ttensão |
Tensão constante de controle de circuito fechado PID totalmente automático, faixa de tensão 1 faixa 0 ~ 50n, precisão de controle de tensão ± 1n |
|
|
16 |
Posição independente da cabeça |
Instalação e operação antes da secagem |
|
|
17 |
Função de alinhamento a laser |
A função de alinhamento a laser é usada para avaliar manualmente o grau de alinhamento. |
|
3ã Canal de secagem (forno suspenso)
|
Não. |
Pprojeto |
parâmetro técnico |
Observação |
|
1 |
Estrutura do forno |
As primeiras quatro seções são a estrutura principal do navio de transmissão e as últimas seis seções são a estrutura do forno suspenso. |
|
|
2 |
Comprimento do forno |
40 metros (4 metros/seção, 10 seções no total) |
|
|
3 |
Textura do material |
Aço inoxidável, padrão nacional do tanque interno SUS304, padrão nacional do tanque externo SUS201 |
|
|
4 |
Modo de condução do rolo guia do forno |
As primeiras quatro seções são a estrutura principal de transmissão e as últimas seis seções são o forno suspenso |
|
|
5 |
controle de temperatura |
É dividido em controle de proteção de controle normal de temperatura de trabalho e alarme de monitoramento de supertemperatura. Em caso de sobretemperatura, será emitido um alarme sonoro e visual e a alimentação principal do aquecimento será cortada; Cada seção é totalmente controlada de forma independente |
|
|
6 |
Amaneira de comer |
Aquecimento elétrico, estrutura de circulação de ar quente |
|
|
7 |
Potência de aquecimento do forno de seção única |
Seção única 24kw/4m (potência máxima de partida) |
|
|
8 |
Temperatura no canal de secagem |
Design Max150 â, diferença de temperatura na área do forno de seção única ⤠5 â |
|
|
9 |
Temperatura da superfície da caixa durante a operação |
â¤45âï¼ A espessura do enchimento de algodão é de 100mm; |
|
|
10 |
Modo de sopro |
O sopro de ar superior e inferior, o volume de ar superior e inferior podem ser controlados respectivamente através de válvulas, que podem ser ajustadas; As câmaras de ar superiores e inferiores compartilham o corpo de aquecimento |
|
|
11 |
Controle de volume de exaustão de cada seção |
Controle independente e ajuste fino através de válvula mecânica |
|
|
12 |
Estrutura do bocal de ar |
A direção de sopro das primeiras quatro seções é de 30 graus da horizontal, e a ranhura do bocal de ar é ranhurada com um molde especial. As últimas cinco seções são ganchos ajustáveis para bicos de ar. |
|
|
13 |
Controle do ventilador |
Controle do contator CA |
|
|
14 |
Controle de aquecimento |
Relé de estado sólido |
|
|
15 |
Material do ventilador |
Padrão nacional SUS304 em aço inoxidável |
|
|
16 |
Sistema de recuperação de solventes |
Não, apenas auxiliar na instalação de interfaces |
|
|
17 |
Alarme de concentração de solvente NMP |
Fornece interface de instalação. (a ser citado separadamente) |
|
|
18 |
Monitoramento da pressão da câmara de ar |
Nenhum (esta função precisa ser citada separadamente) |
|
|
19 |
Volume de ar de exaustão |
35.000 m3/h no máximo |
|
4ã Mecanismo de tração: (2 conjuntos)
|
Não. |
Pprojeto |
parâmetro técnico |
Notas |
|
1 |
Correção de marcha |
Instalado na saída do canal de secagem, controle automático EPC, oscilação ± 15 graus, sensor fotoelétrico |
|
|
2 |
Ttensão |
Modo de controle de velocidade de circuito fechado duplo: 1. Controle síncrono PID do rolo oscilante 2. O servo motor ajusta a tensão em circuito fechado. A tabela de exibição de tensão mostra o valor da tensão 3. A faixa de tensão ajustável é de 0 a 300n e a flutuação de tensão â¤Â± 1,5% |
|
|
A partição de tensão é realizada por rolo de pressão e rolo de tração |
|
||
|
3 |
Modo de estrutura de instalação |
Instalação de placa vertical integral do centro de usinagem CNC (espessura 30mm) |
|
|
4 |
Rolo de tração |
Rolo de aço de 160mm |
|
|
5 |
Apertar rolo |
Rolo de borracha de Ø 120mm, pão de superfície EPDM |
|
|
6 |
Motor de acionamento |
O rolo de tração é acionado por servomotor Siemens + redutor de precisão |
|
5ã Mecanismo de rebobinamento (rebobinamento automático de eixo duplo tipo disco)ï¼
|
Não. |
Pprojeto |
parâmetro técnico |
Notas |
|
1. |
Modo de estrutura de instalação |
Instalação de placa vertical integral do centro de usinagem CNC (espessura 30mm) |
|
|
2. |
tensão |
Modo de controle de velocidade de circuito fechado duplo: 1. Controle síncrono PID do rolo oscilante 2. O servo motor ajusta a tensão em circuito fechado. A tabela de exibição de tensão mostra o valor da tensão 3. A faixa de tensão ajustável é de 0 a 300n e a flutuação de tensão â¤Â± 1,5% |
|
|
3. |
Cortificar desvio |
Controle EPC automático, curso 120mm |
|
|
4. |
Diâmetro máximo do enrolamento |
Ã800 |
|
|
5. |
Eixo inflável do enrolador |
Artigo 2 (norma nacional) |
|
|
6. |
Motor de enrolamento |
A potência do enrolamento é acionada pelo servo motor Siemens + redutor de precisão |
|
|
7. |
Capacidade máxima |
600Kg |
|
|
8. |
Modo de mudança de rolo |
Enrolamento automático e função de mudança sem desligamento |
|
6ã Sistema de controleï¼
|
Não. |
Pprojeto |
parâmetro técnico |
Notas |
|
1 |
Sistema de controle mestre |
Tela sensível ao toque, PLC, módulo, sistema servo |
|
|
2 |
Modo de operação |
Parada manual, automática e de emergência; Toda a máquina pode ser operada antes e depois |
|
|
A velocidade da linha de revestimento, configuração de revestimento, configuração de desbaste de cabeça e cauda, frequência do ventilador e configuração de temperatura podem ser definidas, exibidas e registradas através da tela de toque |
|
||
|
3 |
Faixa de configuração de revestimento e comprimento intermitente |
Comprimento do revestimento 20,0 ~ 3200,0mm |
|
|
4 |
Condição de alarme |
Comprimento intermitente: 5,0 ~ 3200,0mm |
|
|
5 |
Função de contagem |
Quando o equipamento falhar, a tela sensível ao toque exibirá a tela de correção correspondente |
|
|
6 |
Método de ajuste da espessura da cabeça e da cauda |
Quantidade/comprimento de produção |
|
IIIã Precisão do equipamento
1ãPrecisão do hardware
|
Não. |
Pprojeto |
parâmetro técnico |
Notas |
|
1 |
Rolo de revestimento (rolo de aço) |
Excentricidade circular ⤠1,0 um, retilinearidade Ra0,4 ⤠1,5um |
|
|
2 |
Correção de desvio |
±1mm |
|
|
3 |
Rolo de alumínio |
Excentricidade circular ⤠20um, retilinearidade ⤠20um |
|
|
4 |
Precisão de repetição do controle de ajuste da ferramenta |
±0,1um |
|
|
5 |
Precisão do controle de temperatura |
±0,5â |
|
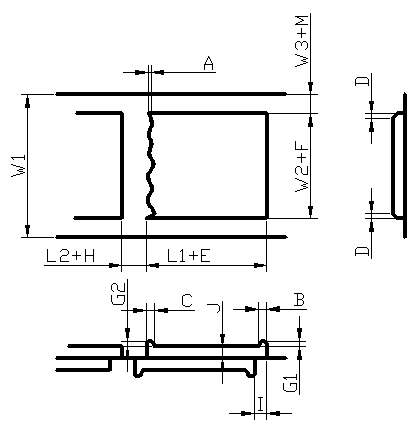
2ãPrecisão do revestimento
|
Item |
Ssinal |
Parâmetros (30m/min) |
|
|
A (à direita) |
⤠1mm (relacionado à viscosidade da pasta e às características do aglutinante) |
|
B (área anormal da cabeça) |
5mm |
|
|
C (área anormal da cauda) |
6mm |
|
|
D (área de efeito de borda) |
â¤3mmï¼ Espessura -10 um |
|
|
E (erro de comprimento) |
±0,5mm |
|
|
F (erro de largura) |
±0,5mm |
|
|
M (erro de largura) |
±0,5mm |
|
|
G1 (espessura da cabeça) |
-5~+5um |
|
|
G2 (espessura da cauda) |
-5~+5um |
|
|
H (erro em branco) |
±0,5mm |
|
|
I (erro de alinhamento positivo e negativo) |
±0,5mm |
|
|
Densidade de superfície única J (remover as áreas B, C e D) |
Dentro de 1,2% |
|
|
Intervalo de comprimento |
L1 (duração do filme) |
20,0ï½3200,0mm |
|
L2 (comprimento intermitente) |
5,0ï½3200,0mm |
|
|
L1 /l2 (revestimento + comprimento intermitente) |
L1 +L2 â¥120mm |
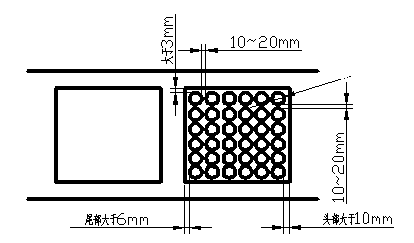
3ãMmétodo de medição
A. Área de medição: 3mm na borda, 5mm no final e 5mm no início.
B. Meça as dimensões Φ 40mm ou de acordo com os requisitos do processo do demandante
IVã Ambiente de instalação e uso
1) A temperatura ambiente do cabeçote da máquina é de 20~30°C e o restante é de 10~40°C;
2) Umidade relativa do cabeçote da máquina: UR positiva ⤠35%, UR negativa ⤠98% e o restante ⤠98%;
Vã Sinstalações de suporte
1) Fonte de alimentação: 3Ph 380V, 50Hz, faixa de flutuação de tensão: +8% - 8%; A potência inicial total da fonte de alimentação é 280KW;
2) Ar comprimido: após secagem, filtragem e estabilização, a pressão de saída é superior a 5,0kg/cm2;
VI ã Orientação do dispositivo (opcional)
1) 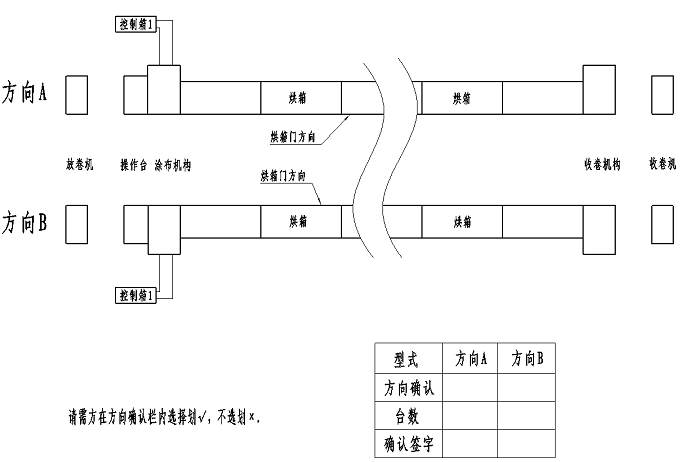
Tabela anexa: lista detalhada de itens de pré-aceitação do equipamento e inspeção de aceitação formal (os resultados da inspeção estão anexados ao relatório de aceitação)
|
Não. |
Itens de inspeção |
Padrão de inspeção |
Método de inspeção |
|
1. |
Parâmetros de configuração do dispositivo |
Dimensão geral do equipamento: L (56.000 mm) *W(4.000 mm) *H (4.000 mm) |
Fita métrica |
|
Comprimento do forno: (4m/seção) à 4) + (4m/seção à 6 seções) =40m |
régua |
||
|
Diâmetro máximo de enrolamento e desenrolamento: Ï 600mm |
régua |
||
|
Largura do rolo: 750mm |
|
||
|
2. |
Integridade da composição funcional do equipamento |
Peça de desenrolamento (função de troca manual do rolo, tensão, correção de desvio, eixo inflável) |
Verifique visualmente o acordo técnico e a tabela de configuração do equipamento |
|
Peça de revestimento (base, rolo de revestimento, sistema de alimentação, matriz doméstica) |
|||
|
Forno (circulador, sistema de aquecimento, duto de ar auxiliar externo) |
|||
|
Peça de tração (correção do desvio de deslocamento, tensão de tração, conjunto do rolo de tração) |
|||
|
Peça de enrolamento (função de troca manual de rolo, tensão, correção de desvio, eixo inflável) |
|||
|
Sistema de controle (gabinete elétrico, fiação interna, fiação externa de entroncamento) |
|||
|
Peças de entrega (de acordo com o conteúdo do acordo técnico) |
|||
|
3. |
Confirmação da marca de peças padrão |
100% de acordo com a marca das peças adquiridas especificada no acordo técnico |
|
|
4. |
Padrões de segurança |
Intertravamento mecânico e elétrico, função de travamento automático, função de proteção por indução; |
Inspeção visual e operação |
|
Som de alarme em cada área antes da inicialização do equipamento; |
Ooperação |
||
|
Sinais de alerta de segurança devem ser colocados em partes perigosas, como movimento, compressão, corte e fonte de calor; |
visual |
||
|
Botão do interruptor de parada de emergência, corda de segurança na área de manutenção interna (pelo menos 3 locais); |
visual |
||
|
Capas protetoras para transmissão e peças móveis; |
visual |
||
|
Alarme de superaquecimento do forno e função de proteção contra desligamento |
operação |
||
|
5. |
Teste de precisão mecânica |
Excentricidade circular do rolo de revestimento ⤠1,0 μ mï¼ Retiretidão ⤠1,5 Î1 mï¼ Rugosidade da superfície Ra0,4, |
Indicador comparador, ferramenta especial de inspeção |
|
Excentricidade circular sobre rolo ⤠20 μ mï¼ Rugosidade da superfície Ra0,2 |
Indicador comparador |
||
|
Paralelismo de passagem de rolos ⤠0,1mm (exceto para passagem de rolos no forno) |
Indicador comparador, ferramenta especial de inspeção |
||
|
6. |
Operação de correia vazia (operar o material base continuamente a uma velocidade de 40m/min por cerca de 500m) |
1m/minâ10m/minâ30m/min Amostragem seccional |
Tacômetro |
|
Sem rugas em toda a área e sem arranhões na superfície do substrato |
visual |
||
|
Todas as peças móveis operam suavemente sem ruído anormal; A correia de transmissão está livre de desvios e desgaste; |
visual |
||
|
Configuração de temperatura de cada seção do forno: temperatura normal ~ 150 â |
Operação e inspeção visual |
||
|
A correção do desvio de enrolamento, desenrolamento e tração funciona suavemente sem agitação contínua |
Operação e inspeção visual |
||
|
Exceto para correção de desvio e forno, o desvio do material de base de cada rolo é â¤Â± 1mm; Desvio do substrato do rolo de revestimento ⤠0,5mm |
compassos de calibre |
||
|
Valor de ajuste de tensão 5 ~ 300N |
Operação e inspeção visual |
||
|
Ao iniciar e parar, a flutuação de tensão é ± 5N; Flutuação de tensão ± 1n durante a operação normal; |
Operação e inspeção visual |
||
|
7. |
Inspeção de revestimento 30m/min operação de revestimento 1200m) |
A velocidade de revestimento é de 30m/min, e o método de revestimento pode realizar revestimento contínuo e intermitente |
Configuração de parâmetro |
|
O sistema de alimentação e a tubulação são bem vedados sem vazamento de material |
visual |
||
|
A aparência da superfície revestida é boa, sem partículas, arranhões, folha exposta e borda protuberante deficiente |
visual |
||
|
Precisão de densidade de um lado: erro de peso ± 1,2% (excluindo a faixa de 8 mm na borda) |
Balança eletrônica micrométrica |
||
|
Precisão de densidade da superfície dupla-face: erro de peso â¤Â± 1,5% (excluindo a faixa de 8 mm na borda) |
Balança eletrônica micrométrica |
||
|
Resíduos ⤠1mm (relacionado à viscosidade da pasta e às características do aglutinante) |
régua |
||
|
Área anormal da cabeça ⤠8mm |
Régua, micrômetro |
||
|
Área anormal da cauda ⤠6mm |
Régua, micrômetro |
||
|
Área de efeito de borda ⤠3mm, -10 ~ +5um (alteração da viscosidade da pasta inferior a ± 300cps) |
Régua, micrômetro |
||
|
Erro de comprimento /h erro em branco: â¤Â± 0,5 mm |
régua |
||
|
Erro de largura: â¤Â± 0,5 mm |
régua |
||
|
Espessura da cabeça e cauda: -5 ~ +5um |
Micrômetro |
||
|
Erro de alinhamento horizontal positivo e negativo: â¤Â± 0,5 mm |
Agulha, régua |
||
|
Erro de alinhamento longitudinal dos lados frontal e traseiro: â¤Â± 0,5 mm |
Agulha, régua |
||
|
Precisão do controle de temperatura do forno de seção única: â¤Â± 1 â |
visual |
||
|
Na área horizontal 10mm acima do substrato, o desvio de temperatura de cada ponto de um forno de seção única: â¤Â± 3 â |
termodetector |
||
|
Teste de secura, resíduo de solvente: ⤠1% (medição de amostragem de espaço de temperatura e umidade constante) |
Balança eletrônica micrométrica |
||
|
Taxa de utilização do equipamento: ⥠97% (projeto de aceitação formal) |
Operação e teste |
||
|
Taxa de qualificação do produto: ⥠98% (projeto de aceitação formal) |
Operação e teste |
![]()










1 Pacote exportado padrão: Proteção anticolisão interna, embalagem externa em caixa de madeira para exportação.
2 Envio expresso, aéreo e marítimo de acordo com a necessidade do cliente para encontrar a forma mais adequada.
3 Responsável pelos danos durante o processo de envio, trocará a peça danificada para você gratuitamente.

Anterior :
Linha de fabricação de células prismáticas de bateria de íon de lítio automática LFP 30Ah 50Ah 100AhPróximo :
Máquina automática de prensa rolante de calendário para linha de produção de células prismáticasCategorias
Novos produtos

Gerente de Vendas:David E-mail:David@tmaxcn.com Bate-papo:18659217588
Gerente de Vendas:David E-mail:David@tmaxcn.com Bate-papo:18659217588
Gerente de Vendas:David E-mail:David@tmaxcn.com Bate-papo:18659217588

Gerente de Vendas:David E-mail:David@tmaxcn.com Bate-papo:18659217588

Gerente de Vendas:David E-mail:David@tmaxcn.com Bate-papo:18659217588

Gerente de Vendas:David E-mail:David@tmaxcn.com Bate-papo:18659217588

Gerente de Vendas:David E-mail:David@tmaxcn.com Bate-papo:18659217588

Gerente de Vendas:David E-mail:David@tmaxcn.com Bate-papo:18659217588
Para dúvidas sobre nossos produtos ou lista de preços, deixe-nos e entraremos em contato em até 24 horas.
© Direitos autorais: 2026 Xiamen Tmax Battery Equipments Limited Todos os direitos reservados.

IPv6 rede suportada