Juntar TMAX, torne-se um agente!
Juntar TMAX, torne-se um agente!

Sales Manager:David
Email:David@tmaxcn.com
Wechat:18659217588
Item nº.:
TMAX-YK-DP400-L01BPagamento:
L/C, T/T, Western Union, Credit Cards, PaypalOrigem do produto:
ChinaPorto de embarque:
Xiamen PortTempo de espera:
5 Days:
CE, IOS, ROHS, SGS, UL Certificate
1ã Introdução do equipamento
1. Funções do equipamento
* função de desenrolamento (dois mecanismos de desenrolamento são adotados e o servo motor controla independentemente o desenrolamento automático);
* função de correção de desvio (corrigindo o desvio do mecanismo de desenrolamento e o eletrodo está sendo transportado antes da perfuração);
*sistema de controle de tensão da correia (a tensão da correia é controlada independentemente por dois modos de buffer, que podem reduzir o tremor da correia no processo de corte e vinco alto);
* a matriz côncava convexa de metal é usada para completar a formação da orelha do pólo (é usada a matriz de aço de tungstênio, com alta vida útil e pequenas rebarbas de perfuração);
* remoção de poeira dos rolos do equipamento (absorção de poeira dos rolos de tração);
* antes do corte e vinco, o eletrodo é escovado e aspirado;
* função de corte de cavaco único (adotar estrutura de acionamento do virabrequim de servo controle para completar o corte, adotar molde de aço de tungstênio, com alta vida útil e pequenas rebarbas de perfuração);
* eletrodo único função de transporte (três correias de vácuo são usadas para transportar o eletrodo, remoção de poeira em ambos os lados do eletrodo e triagem de produtos defeituosos são realizados durante o processo de transporte);
* remoção de poeira em ambos os lados do eletrodo (feltro de lã e coleta de poeira por pressão negativa por padrão; dispositivo eletrostático de remoção de poeira sem contato é reservado) este método de remoção de poeira é opcional;
*detecção e rotulagem de CCD duplo de defeitos de superfície do eletrodo (o CCD detecta ambos os lados do eletrodo, a etiquetadora etiqueta os produtos não qualificados após a detecção e puxa esta seção quando a orelha polar é formada; o equipamento não possui esta função por padrão, e a posição de instalação é reservada) esta função é opcional;
l detecção de código de cores de produtos defeituosos (o eletrodo de detecção tem uma etiqueta com defeito e o dispositivo do eletrodo filtra automaticamente os produtos defeituosos);
*detecção CCD de tamanho único de eletrodo (para cada eletrodo detecção de tamanho geral, o equipamento filtrará automaticamente os produtos defeituosos);
* eletrodo função de coleta (eletrodo a função de contagem é instalada na caixa de material, com a função de classificar eletrodoss, e o eletrodoss são coletados ordenadamente na caixa de material);
*a função de conversão e transporte da caixa do cartucho (o cartucho é instalado na plataforma giratória e a caixa do cartucho é convertida automaticamente; o manipulador extrai a caixa do cartucho e conecta a linha de material) a caixa do cartucho pode ser compartilhada com a máquina de laminação;
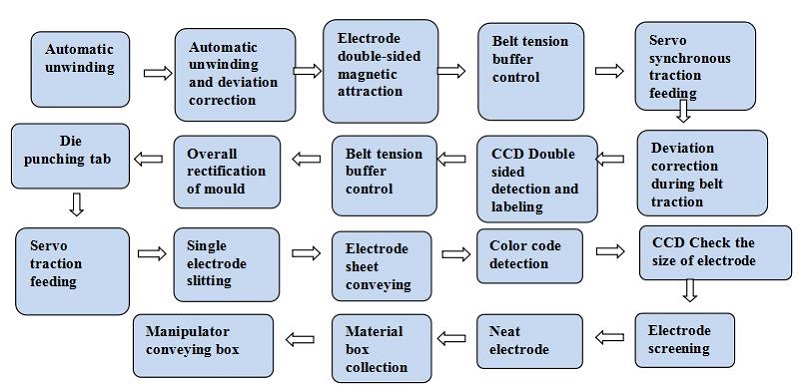
2. Princípio do equipamento
O princípio da alimentação contínua da bobina polar, controlando a perfuração da matriz e o impulso polar através do modo de came eletrônico e controlando a distância desigual por servotração.
3. Processo de ação do equipamento
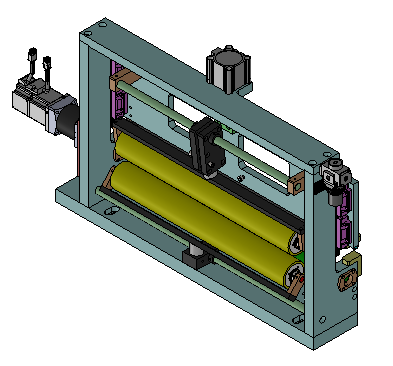
4. Estrutura geral
1) Tamanhoï¼4200mm Lï¼Wï¼1 280mmï¼Hï¼2050mmã
2) Pesoï¼1,85T
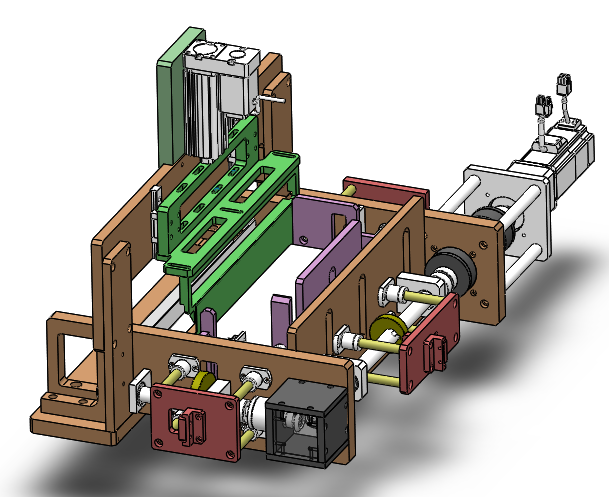
3) Diagrama de estrutura geral
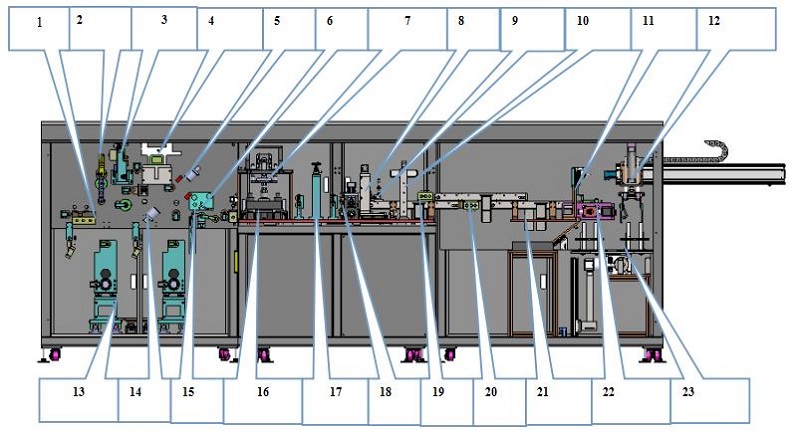
1. ä¸ææ¥æå°ï¼Plataforma de alimentação e recepção
2. å¼ åç¼åæºæï¼Mecanismo de amortecimento de tensão
3. æ»è½®çµå¼æºæï¼Mecanismo de tração do rolo
4. è¿ç¨çº åç»ä»¶ï¼Componente de correção de processo
5. CCDæ£æµï¼Teste CCD
6. è´´è¶æº:Aplicador de cola
7. æè³æå模åç»ä»¶: Conjunto de corte e vinco para formação de abas
8. è£åæºæ:Mecanismo de corte
9. è²æ ä¼ æå¨:Sensor de código de cores
10. CCDæ£æµæºæ: Mecanismo de detecção de CCD
11. 次ååé¤æºæ:Mecanismo de rejeição
12. æºæ¢°ææåæºæ:Mecanismo de agarramento do manipulador
13. èªå¨æ¾å·çº åè£ç½®: Dispositivo automático de desenrolamento e correção de desvio
14. CCDæ£æµ:Teste CCD
15. ç¼åæºæ:Mecanismo de cache
16. 模å·å²åæºæ:Mecanismo de perfuração de matriz
17. 转åè°èæºæ:Instituição de ajuste de transformação
18. æ»è½®çµå¼æºæ:Mecanismo de tração do rolo
19. é¤å°æºæ:Mecanismo de remoção de poeira
20. é¤å°æºæ:Mecanismo de remoção de poeira
21. 次åæ¶éç:Caixa de coleta de produto com defeito
22. æ´é½æçæçæºæ:Mecanismo de eletrodo de caixa de material limpo
23. 转åæçæºæ:Mecanismo de caixa de conversão
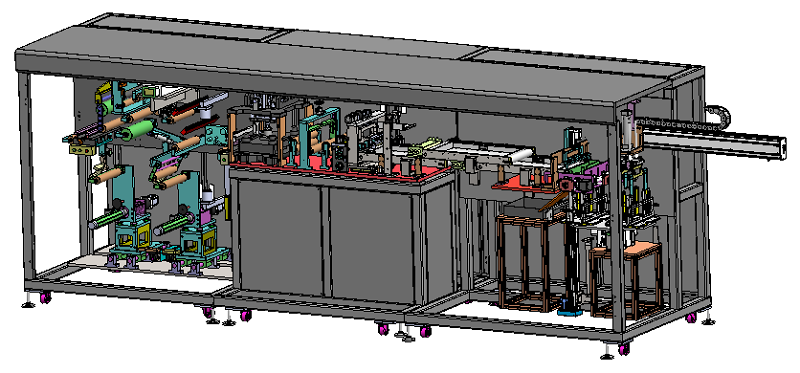
4) Diagrama de aparência do equipamento
4ãIntrodução de função de componentes do equipamento
1. Dispositivo de alimentação automática
l Diâmetro máximoï¼Ï700mmï¼
l Peso máximoï¼150kgï¼
l Diâmetro interno da mangaï¼150,2±0,5mmï¼
l Modo de desenrolamento e alimentação: a alimentação é operada diretamente por carrinho de ancoragem logística ou manualï¼
l O mecanismo de desenrolamento adota a estrutura do eixo inflável, e ambas as extremidades do eixo inflável são equipadas com rolamentos, que são de estrutura firmeï¼
eu É equipado com plataforma de conexão de correia enrolada e linha de marcação auxiliar, o que é conveniente para conexão manual de correiaï¼
l Há uma barra de ímã permanente com 40000gs atrás da mesa receptora para remover o ferro da frente e de trás do eletrodoï¼
l Coleta de poeira por escova giratória de dupla face da peça polar antes do corte e vincoï¼
l Com dispositivo de prensagem antes do corte e vincoï¼
l O sistema servo é usado para controlar o desenrolamento síncrono para manter a tensão estávelï¼
l A faixa ajustável de tensão é 0-150N e a precisão é±10%ï¼
l Antes e depois dos materiais superiores e inferiores, o eixo de enrolamento oscilaâ¤5mmï¼
l Distância da face final do eixo de enrolamento até a parte externa da tampa protetoraâ¤250mmï¼
eu Com design de proteção de segurançaï¼
l O sistema de correção de desvio adota sensor de correção de desvio CCD de alta precisão para controlar o lado oposto e melhorar a precisão da correção de desvio±0,2mm.
1. Sistema de controle de tensão da correia
l O controle de tensão de desenrolamento da correia de material é composto por dois mecanismosï¼
l A parte de desenrolamento do eixo de expansão de ar é controlada pelo balanço do cilindro de baixo atrito para controlar a tensão durante o processo de desenrolamentoï¼
l Durante a puncionamento da matriz, a correia oscila para cima e para baixo e o servo motor puxa a haste do parafuso para compensar. Por exemplo, quando a matriz sobe e desce, o servo motor puxa rapidamente o comprimento da peça polar para garantir a tensão no processo de transporte da peça polarï¼
eu A parte oscilante adota válvula proporcional de alta precisão, potenciômetro de alta precisão e cilindro de baixo atrito para controlar a alimentação de forma síncronaï¼
l A haste do parafuso é controlada pela quantidade servo analógica e a tensão pode ser definida de acordo com o tamanho da peça polarï¼
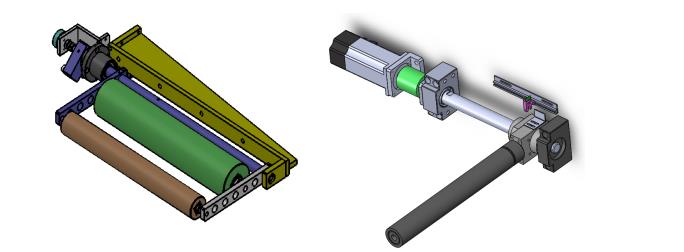
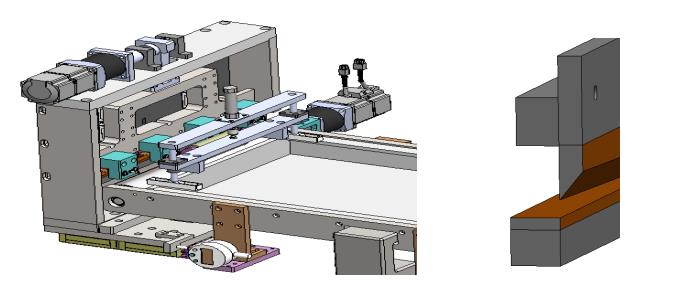
2. Guia dispositivo de puncionamento e conformação
l Aadoto a forma de puncionamento de matriz côncava convexa de metal para completar a formação da aba
l A punção da matriz superior e inferior adota o modo de contato de ponto de tesouraï¼
l O virabrequim servo acionado é usado para completar a ação de perfuração de alta velocidade da matriz, e a peça polar está livre de danos, queda de pó, cantos afiados e outros defeitos durante o processo de corteï¼
eu A desmontagem e instalação da matriz são simples e a largura da peça polar é fácil de ajustar. Ele pode atender aos diferentes tamanhos de peças polares dentro de uma determinada faixa, e o tempo de troca é inferior a 1 horaï¼
l Um dispositivo de coleta de resíduos em forma de funil é instalado sob o molde, e os resíduos gerados após perfuração e corte podem ser imediatamente sugados para o dispositivo de funil e depois coletados na caixa de reciclagem de resíduos (limpeza uma vez por turno, tempo de limpeza ⤠5min)ï¼
l A matriz superior da matriz é equipada com função de resfriamento por sopro de pressão positiva para melhorar a vida útil da punçãoï¼
l O mecanismo de perfuração é equipado com fibra óptica protetora de segurança e capa protetora de segurançaï¼
l O sistema adota sensor de correção de desvio CCD de alta precisão para melhorar a precisão da correção de desvioï¼â¥0,2mmï¼
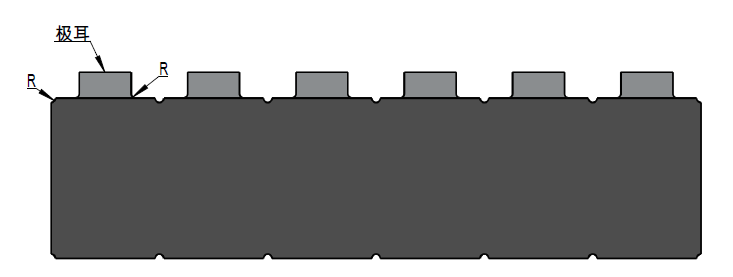
l Parâmetros do eletrodo após perfuraçãoï¼
3.Dispositivo de tração da correia
l O processo de tração e transporte da correia de material consiste em dois conjuntos de conjuntos de rolos de traçãoï¼
l O primeiro conjunto de processo de bobinagem com controle de alta velocidade e transmissão de sincronizaçãoï¼
l O segundo conjunto de peça central de perfuração com controle de alta velocidade, transmitindo sincronizaçãoï¼
l Adote a função de alimentação de distância desigual de controle servoï¼
l Há uma roda guia bronzeada na frente do rolo de tração para evitar que a aba seja descontada após o corte e vinco. A roda guia pode ser ajustada facilmente ao mudar o modeloï¼
l Os dois rolos são equipados diretamente com rolos absorvedores de pó para remover a poeira acumulada durante a tração dos rolosï¼
eu O rolo de pressão é comprimido automaticamente pelo cilindro de ar, o que é conveniente para rosquear.
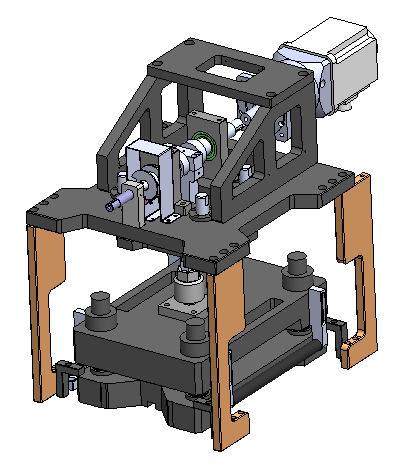
4.Mecanismo de corte
l No processo de corte de fatia de poste, há uma função de pré-prensagem na frente e rolo de tração na parte traseira para garantir a ductilidade da fatia de poste antes do corte e a precisão dimensional de corte em pó de fatia de poste;
l após o corte, o equipamento é equipado com fibra óptica de indução para evitar que a navalha seja confundida com vários resíduos;
l o cortador inferior é instalado com vácuo para absorver poeira;
l A faca de aço de tungstênio embutida é adotada para reduzir o custo de manutenção e substituiçãoï¼
l o corte tem função de contagem.
5.Eletrodo função de correção na caixa de alimentação
l durante a operação do eletrodo, o servo motor aciona o mecanismo de classificação para corrigir o eletrodo;
l Após a correção, os eletrodos são empilhados na caixa de material para garantir que os eletrodos na caixa de material estejam organizadosï¼
l A caixa de material tem uma função de contagem e as peças polares estão livres de danos, dobras, dobras, arranhões e outros defeitos durante a operação e empilhamentoï¼
l Quando o eletrodo na caixa de material estiver preenchido, ele mudará automaticamente para o mecanismo de buffer para receber o material.
5ãDispositivo de remoção de poeira (opcional)
l 1) Roda de lã, pressão negativa para coletar poeira
l o equipamento adota roda de lã e método de remoção de poeira por pressão negativa, que tem bom efeito de remoção de poeira, alta eficiência e baixo custo;
l Quando o electtrode passa pela extremidade de entrada do cabeçote de limpeza, role a escova de acionamento para varrer o pó e remover a poeira na superfície do eletrodoï¼
l Posteriormente, a peça polar recebe vento de pressão negativa interna para absorver poeira acumulada e poeira na roda da escovaï¼
l A poeira é coletada no ventilador de pressão negativa, que é fácil de limpar (uma vez por mês, tempo de limpeza ⤠5min).
l 1) Remoção de poeira sem contato
l adoto o método de remoção de poeira sem contato de vento iônico de alta pressão, que tem bom efeito de remoção de poeira, alta eficiência e alto custo;
l Quando o eletrodo passa pela extremidade de entrada do cabeçote de limpeza, a nuvem de ionização aqui e a eletricidade estática na superfície da bobina são removidas;
l Então, o eletrodo é afetado pelo fluxo de ar turbulento gerado pelo sopro interno e fluxo de ar a vácuo do dispositivo de cabeça de limpezaï¼
l O efeito do fluxo de ar turbulento leva ao desgaste de alta frequência do eeletrodoï¼
l A ação combinada de atrito de alta frequência e fluxo de ar turbulento do eletrodo quebra a camada de interface de ar na superfície da peça polar e, ao mesmo tempo, os poluentes liberados pela camada de interface são sugados para o fluxo de ar a vácuoï¼
l Quando o eletrodo sai da cabeça de limpeza, a peça polar passará por outra nuvem de íons para evitar poluição secundária na superfície do eletrodo.
6.Recursos de design
|
Recursos |
Vantagens |
|
Limpeza sem contato |
Evite o risco de marcas e danos na superfície do eletrodo e, ao mesmo tempo, não afeta a detecção de rastreamento da posição do eletrodo na correia |
|
Integração de controle eletrostático |
Neutralize a eletricidade estática, otimize o desempenho de limpeza e pré-polarize efetivamente a poluição secundária na superfície da folha |
|
Sistema exclusivo de "porta fixa" |
A conexão da tubulação do cabeçote de limpeza é fixa e a instalação do cabeçote de limpeza é mais fácil |
|
Equilíbrio do volume de ar |
O valor do desvio entre o volume de sopro e o fluxo de ar a vácuo pode ser completamente controlado |
|
Controle automático de vácuo |
Reduza a frequência de ajuste manual pelos operadores. Manter automaticamente o melhor efeito de limpeza |
|
Peças sem perdas |
Menor custo de operação |
|
Operação silenciosa |
Sem problemas de saúde e segurança causados pelo ruído |
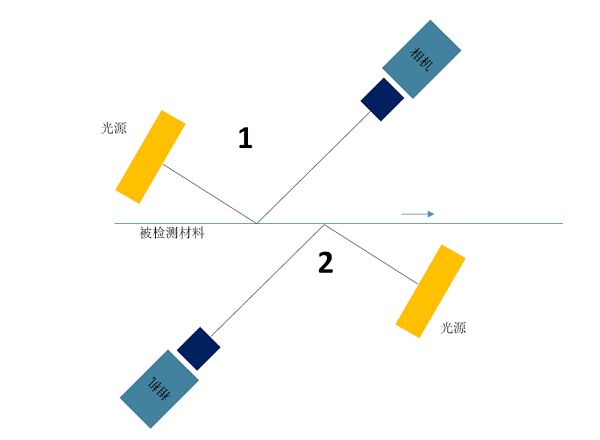
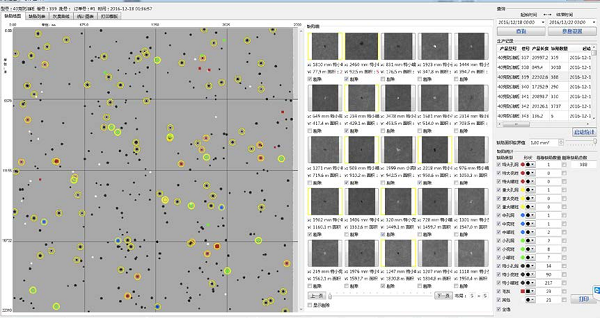
7.Diagrama esquemático de detecção e rotulagem CCD (um dispositivo opcional)
8. Funções do sistema
eu Classificação inteligente: usando aprendizado de máquina e tecnologia de inteligência artificial, autoaprendizagem e classificação automática podem ser realizadas de acordo com a definição de categoria de defeito do usuário;
l PostgreSQL: adote o banco de dados de código aberto mais avançado para armazenar imagens de defeitos, como localização, tamanho e outras informações do defeitoï¼
l Arquivamento automático: os dados de defeitos podem ser copiados automaticamente para dispositivos ou sistemas externos de acordo com as configurações do usuário
l Relatórios diversificados: fornecem relatórios sobre resultados de testes e dados estatísticos na forma de tabelas e gráficos
l Análise de uniformidade de superfície: exiba a uniformidade de superfície de materiais em tempo real com digitalï¼
l interface de operação prática e conveniente: pode eliminar e marcar defeitos graves e outras funções práticas, o que é conveniente para os operadores operarem;
eu Interface IO: fornece sinais de entrada e saída, como alarme, quebra de papel, troca de rolo, partida e parada;
l Interface de fábrica: Baseada no sistema operacional Windows, pode se conectar com outros sistemas e equipamentos dos clientes através de tcp/ip, Ethernet, OPC e outras interfacesï¼
l Manutenção de acesso remoto: desde que o equipamento esteja conectado à Internet, o sistema pode ser atualizado e mantido através de acesso remoto à Internetï¼
l Suporte técnico: rede 7x 24 horas e suporte por linha direta
l Dinterface do sistema de detecção
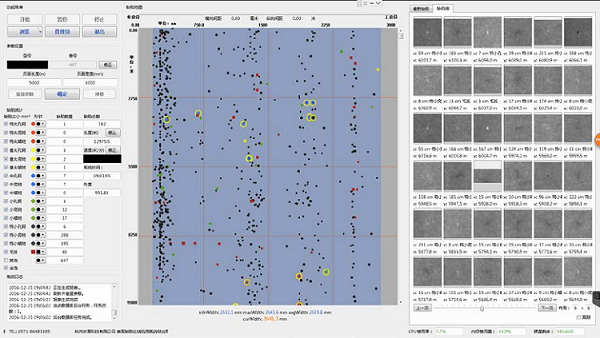
l interface de visualização de relatórios
l dRelatório de eliminação de efeitos
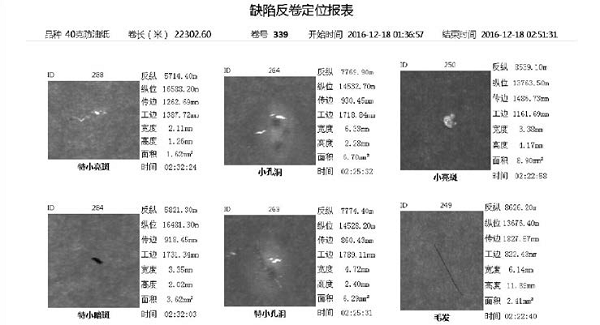
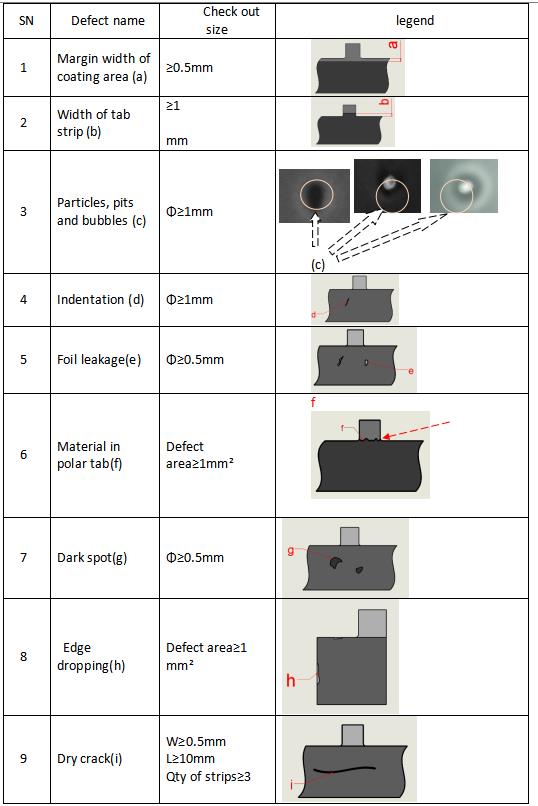
l tabela principal de índice de precisão de detecção de defeitos
Ldispositivo de máquina de rotulageme:
Equipado com um conjunto de etiquetadora, a velocidade de colagem corresponde à velocidade de corte, e a linha central da etiquetagem e a distância da borda interna da peça polar podem ser ajustadas, com uma precisão de ± 2 mm;
Tamanho da etiqueta: 12 mm de largura e 14 mm de comprimento, que pode ser personalizado pelos usuários.
|
SN |
Item |
Especificações |
Observação |
|
1 |
Largura de alimentação |
300-420mmï¼incluindo guiaï¼ |
|
|
2 |
Espessura do material de entrada |
Cátodoï¼9-200Î1m ï¼Ânodoï¼9-200Î1m |
|
|
3 |
Diâmetro interno do tambor de descarga |
6polegadas Ï150,2mm |
|
|
4 |
Sistema aplicável |
Fosfato de ferro e lítio, óxido de cobalto e lítio, manganato de lítio, materiais ternários, grafite e outros sistemas de pasta de baterias e capacitores |
|
|
5 |
Diâmetro externo da eletrodo folha |
â¤Ï700mm |
|
|
6 |
Método de revestimento |
Revestimento contínuo |
|
|
7 |
Erro de largura do revestimento de entrada |
â¤Â±2mm |
|
l Erro de uniformidade da face final do enrolamento de entradaï¼Â±5mmï¼
l Erro de serpentinaï¼X±2mm/mï¼
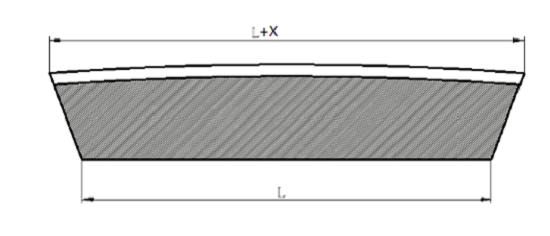
l Eletrodo ondaï¼X±5mm/mï¼
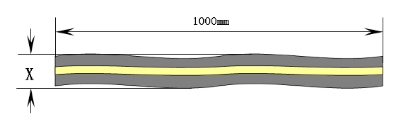
l garanto a vida útil do molde e a mudança na espessura do material na posição de corte do molde é inferior a 10 μ m
CãProcesso de produção de equipamentos
|
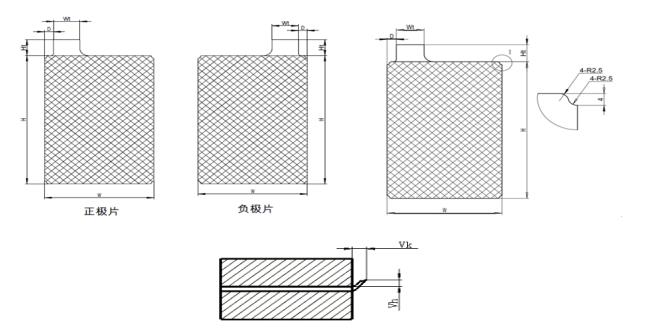
Faixa de tamanho e precisão do eletrodo após a perfuração |
||||
|
SN |
Item |
Tamanhoï¼mmï¼ |
Precisão |
Observação |
|
1 |
Eletrodo W |
40~110 |
±0,2mm |
|
|
2 |
Eletrodo H |
60~160 |
±0,25mm |
|
|
3 |
Eletrodo Ht |
10~30 |
±0,2mm |
|
|
4 |
Eletrodo Ddistância |
5~20 |
±0,25mm |
|
|
5 |
Eletrodo Peso |
6~65 |
±0,2 mm |
|
|
6 |
Rebarba vh |
â¤7um |
|
|
|
7 |
Rebarba vk |
â¤25um |
|
|
DãParâmetros de índice técnico do equipamento
|
SN |
Item |
Especificações |
|
1 |
Método de perfuração |
Perfuração |
|
2 |
Vida útil da matriz para aba e furo de marcação |
Molde de eletrodo negativo 1 milhão de vezes/moagem, tempos de moagem de molde ⥠10 vezes 800.000 vezes / retificação de molde positivo e o número de retificação de molde ⥠10 vezes Vida útil total da faca de corte após reparo: ≥ 10 milhões de vezes |
|
3 |
Condição de carregamento |
Função de carregamento manual do rolo, o equipamento pode realizar a detecção de material residual e função de alarme Pode distinguir entre fita de terminação de rolo e fita de emenda de fita (diferentes cores de fita) |
|
4 |
Eletrodo dispositivo de correção de desvio |
A precisão da correção do desvio é garantida em 0,1 mm, desde que o material não apresente defeitos nas bordas |
|
5 |
Eletrodo controle de tensão |
Precisão do controle de tensãoï¼10% |
|
6 |
Matriz de estampagem |
SKD-11 + liga de aço de tungstênio importada |
|
7 |
Dispositivo de remoção de poeira |
Remoção de poeira em ambos os lados do eletrodo após perfuração |
|
8 |
Adsorção magnética |
â¥40000GShaste magnética permanente |
|
9 |
CCD teste |
Um conjunto de dispositivos de detecção CCD é colocado na frente e atrás da peça polar, respectivamente |
|
10 |
CCD configuração |
8K câmera 2 pcs, fonte de luz 2 pcs |
|
11 |
CCD Escopo de detecção |
Max450mmï¼Largura do revestimento:400mmï¼ |
|
12 |
CCD Itens de teste |
Defeitos de revestimento de peças polares de bateria de lítio padrão, como folha exposta, material seco, manchas escuras, arranhões, corpos estranhos, etc. |
|
13 |
CCD Itens de teste |
Transverse0,1mmãPortrait:0,1mm (Melhor detecção estado)ï¼80m/min, velocidade de corte) |
|
14 |
CCD Outras funções do sistema |
A saída de alarme ou rotulagem pode ser fornecida de acordo com tamanho, tipo, densidade, posição de corte e periodicidade dos defeitos. Todos os dados de defeitos detectados são armazenados no banco de dados SQL em cada volume ou exportados para o sistema de gerenciamento de informações da fábrica ou para vários bancos de dados padrão. O software Reportranger pode gerar automática ou manualmente vários relatórios automáticos de produção e gerenciamento de qualidade de acordo com as necessidades, e pode ser definido de acordo com as necessidades do cliente, rotular com precisão as bordas dos materiais e cooperar com processos posteriores para melhor encontrar e lidar com vários defeitos . |
|
15 |
Mecanismo de rotulagem |
Mecanismo de corte e etiquetagem de etiquetas; A velocidade de etiquetagem corresponde à velocidade de extração, e a etiquetadora está localizada na guia |
|
16 |
MES sistema |
Todos os equipamentos de processo utilizados deverão ter interface de sistema MES |
|
17 |
Eficiência |
â¥120ppmï¼Taxa de mobilizaçãoâ¥95%ï¼Taxa qualificadaâ¥98% |
|
18 |
Tempo de troca rápida |
O modelo de um único molde de substituição não excede 1pessoa*1H |
|
19 |
Outros requisitos |
1. A. a atualização do programa do equipamento pode ser realizada remotamente; b. Detecção de hardware (elétrico); O notebook com rede é configurado no modo remoto e o software necessário para controle remoto está instalado no notebook. O fabricante do equipamento realiza o controle remoto do equipamento através do notebook. Por uma questão de segurança dos dados, um programa de monitoramento será instalado no notebook para monitorar todos os dados trocados através do notebook. 2. Gestão hierárquica dos equipamentos: são necessários pelo menos três níveis. O nível mais alto é a autoridade de gerenciamento do equipamento, que pode realizar qualquer operação no equipamento e redefinir todas as senhas. O segundo nível é alterar todos os parâmetros do equipamento e realizar a operação do equipamento. O nível mais baixo é a operação do equipamento e altera algumas operações. Função de gravação do tempo de operação do equipamento, o conteúdo da gravação precisa ser dividido em tempo de operação automática, tempo de espera, tempo de operação manual e tempo de falha. O tempo da máquina é definido como o tempo em que o equipamento é ligado, mas nenhuma operação é realizada, e o tempo de falha é definido como o tempo antes do equipamento falhar e a mensagem de erro não ser eliminada, e o tempo em que o botão de parada de emergência é pressionado ; A operação automática e a operação manual são o tempo normal de operação do equipamento sem qualquer falha e erro, que pode ser diferenciado de acordo com o modo de operação selecionado. Pelo menos 2 dias de registros de operação devem ser mantidos no equipamento. Os registros da operação devem ser empacotados e enviados ao sistema MES ou outro sistema de gestão uma vez por dia e carregados por FTP. Os arquivos enviados devem estar no formato CSV. Função de gravação de alterações de parâmetros do equipamento. |
|
20 |
Padrão de vibração |
A intensidade da vibração deve atender ao padrão internacional iso-2372 para vibração de equipamentos (intensidade de vibração ⤠0,45 mm/s) |
|
21 |
Dispositivo de segurança |
1. Mecanismo de perfuração, mecanismo de corte e outros mecanismos são equipados com porta de proteção de segurança para evitar que os operadores entrem e design de circuito de proteção de abertura de porta e função de parada de emergência, e há avisos de segurança 2. O indicador de alarme de falha é um poste de luz de três cores e alarme sonoro, e há uma exibição de registro no painel da tela de toque |
EãPrincipais componentes do equipamento
|
SN |
Nome |
Marca |
|
1 |
CLP |
Panasonic |
|
2 |
tela sensível ao toque |
Visualização |
|
3 |
Conversor de frequência |
Schneider |
|
4 |
servomotor |
Panasonic |
|
5 |
Motor de passo |
Leisai |
|
6 |
Cilindro e componentes pneumáticos |
SMC |
|
7 |
Trilho guia linear, haste de parafuso |
THK |
|
8 |
sensor |
Keens |
|
9 |
Rolamento |
NSK |
|
10 |
Válvula solenóide |
SMC |
|
11 |
Controlador de temperatura |
OMRON |
|
12 |
Válvula de controle automático |
Xangai Ziyi |
|
13 |
Manômetro de vácuo / manômetro |
SMC |
|
14 |
Componentes elétricos de baixa tensão |
Schneider |
|
15 |
CDD Teste |
Tecnologia Chixiao |
|
16 |
Molde |
Wei Sheng |
|
17 |
Post guia de matriz |
MISUMI |
|
18 |
Fibra óptica |
Panasonic |
|
19 |
Interruptor magnético |
SMC |
|
20 |
Componentes elétricos de baixa tensão |
Schneider |
FãAmbiente de uso do equipamento
SN |
Item |
Unidade |
Especificações |
Observação |
|
|
1 |
Energia de linha inteira |
Kw |
15 |
380V, trifásico |
|
|
2 |
ar comprimido |
Pressão |
MPa |
0,5ï½0,8 MPa |
|
|
|
|
consumo |
L/min |
50 |
|
|
3 |
Vácuo |
grau de vácuo |
KPa |
/ |
|
|
|
|
consumo |
m3/h |
/ |
|
|
|
|
consumo |
m3/h |
/ |
|
|
4 |
nitrogênio |
Pressão |
MPa |
/ |
|
|
|
|
consumo |
m3/h |
/ |
|
|
5 |
Consumo de água da torneira |
m3/h |
/ |
|
|
|
6 |
Água de resfriamento de processo |
Temperatura |
â |
/ |
|
|
|
|
consumo |
m3/h |
/ |
|
|
Observação: os parâmetros envolvidos no equipamento devem ser preenchidos, e os parâmetros não envolvidos podem ser preenchidos com "/" ou "-"ã |
|||||
GãPeças sobressalentes
|
SN |
Nome |
Especificações |
Quantidade |
Observação |
|
1 |
Ferramenta de perfuração |
|
|
|
|
2 |
Ferramenta de corte e vinco |
|
|
|










1 Pacote exportado padrão: Proteção anticolisão interna, embalagem externa em caixa de madeira para exportação.
2 Envio expresso, aéreo e marítimo de acordo com a necessidade do cliente para encontrar a forma mais adequada.
3 Responsável pelos danos durante o processo de envio, trocará a peça danificada para você gratuitamente.

Anterior :
Máquina automática de corte de eletrodo para produção de bateria prismática de lítioPróximo :
Máquina de empilhamento automático para processo de empilhamento de bateria prismática de lítioCategorias
Novos produtos

Gerente de Vendas:David E-mail:David@tmaxcn.com Bate-papo:18659217588
Gerente de Vendas:David E-mail:David@tmaxcn.com Bate-papo:18659217588
Gerente de Vendas:David E-mail:David@tmaxcn.com Bate-papo:18659217588

Gerente de Vendas:David E-mail:David@tmaxcn.com Bate-papo:18659217588

Gerente de Vendas:David E-mail:David@tmaxcn.com Bate-papo:18659217588

Gerente de Vendas:David E-mail:David@tmaxcn.com Bate-papo:18659217588

Gerente de Vendas:David E-mail:David@tmaxcn.com Bate-papo:18659217588

Gerente de Vendas:David E-mail:David@tmaxcn.com Bate-papo:18659217588
Para dúvidas sobre nossos produtos ou lista de preços, deixe-nos e entraremos em contato em até 24 horas.
© Direitos autorais: 2026 Xiamen Tmax Battery Equipments Limited Todos os direitos reservados.

IPv6 rede suportada

















