Juntar TMAX, torne-se um agente!
Juntar TMAX, torne-se um agente!

Sales Manager:David
Email:David@tmaxcn.com
Wechat:18659217588
Item nº.:
TMAX-Polymer-PackPagamento:
L/C, T/T, Western Union, Credit Cards, PaypalOrigem do produto:
ChinaPorto de embarque:
Xiamen PortTempo de espera:
5 Days:
CE, IOS, ROHS, SGS, UL Certificate

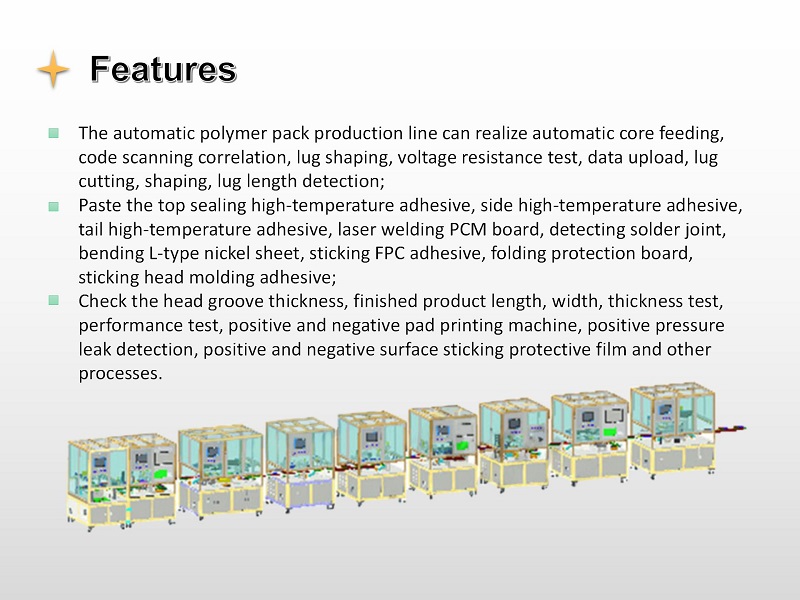
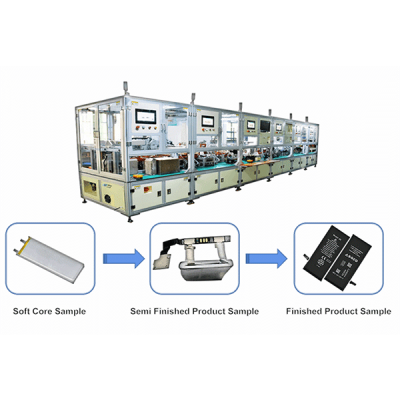
1.Equipamento Ffunção Introdução
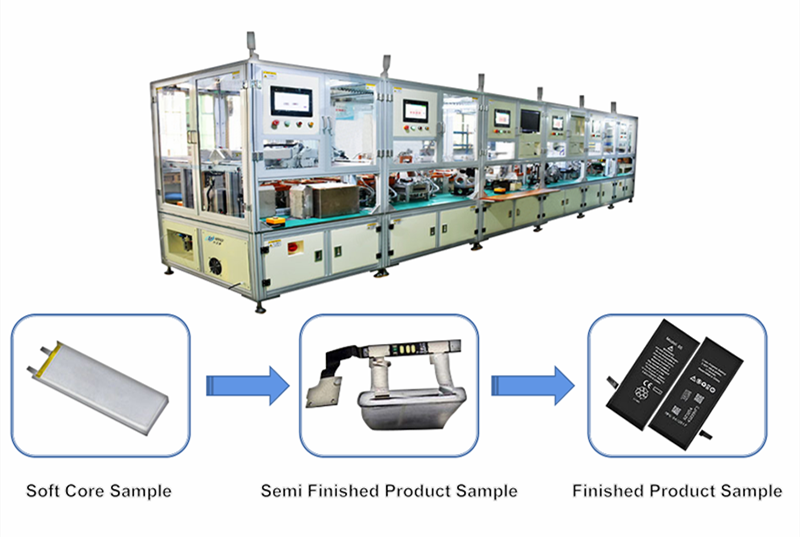
A linha de produção automática é usada principalmente para completar o processo de produção de baterias de telefones celulares.
O fluxo do processo inclui:
1)Pbateria de polímero guia modelagem ,
2)teste OCV,
3) Guia Bateria corte,
4)Soldagem,
5)Dadesivo dupla face colar,
6)BMS dobra,
7)Umadesivo colando e formando,
8)Fteste de bateria terminado;
9)Adesivo de esponja FPC colando.
De acordo com o fluxo do processo e requisitos técnicos, a linha de embalagem é conectada pelos seguintes 5 equipamentos:
(1)AAlimentação automática + máquina multifuncional m;
(2)Máquina de solda a laser automática;
(3)Fita adesiva dupla face + dobra de folha de níquel em forma de L + máquina dobradeira de placa protetora;
(4)Máquina adesiva de cabeça automática.
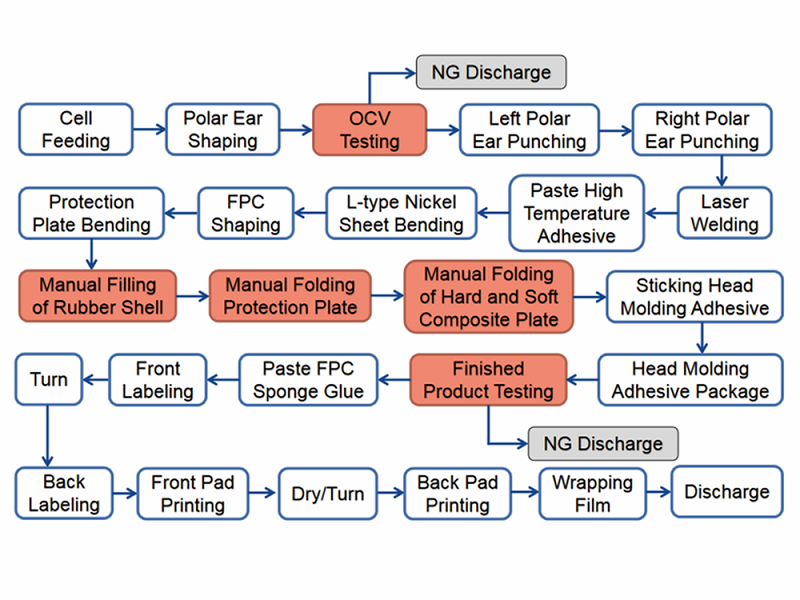
 2.Fluxo do Processo
2.Fluxo do Processo
3.Parâmetros Técnicos
1. Faixa aplicável de tamanho da bateria (unidade: mm):
Comprimento: 40-130mm (excluindo o comprimento do terminal do poste)
Largura: 30-70mm
Espessura: 3-10mm
Comprimento do talão: 4-20mm
2. Condições Ambientais:
Pressão de ar da fonte de ar: 0,5 ~ 0,6 MPa
Tensão da fonte de alimentação: 220V, 50Hz
Potência total: â¤15kw
Relação de rolamento de área: â¤500kg / M²
Temperatura ambiente: 5ºC-50ºC
Umidade: 50% - 90%
3. Eficiência da linha de produção: â¥900 unidades / h
4. Taxa de utilização do equipamento: 98%
5. Taxa de qualificação do produto: 98%
6. As direções de alimentação e descarga do equipamento devem ser consistentes, e a cauda do núcleo elétrico deve ficar voltada para a superfície de operação do equipamento.
7. Aplicabilidade do processo: Aplicável a baterias soft pack com o mesmo processo.
8. Atenda aos requisitos de produção de segurança, incluindo segurança do produto e segurança da bateria.
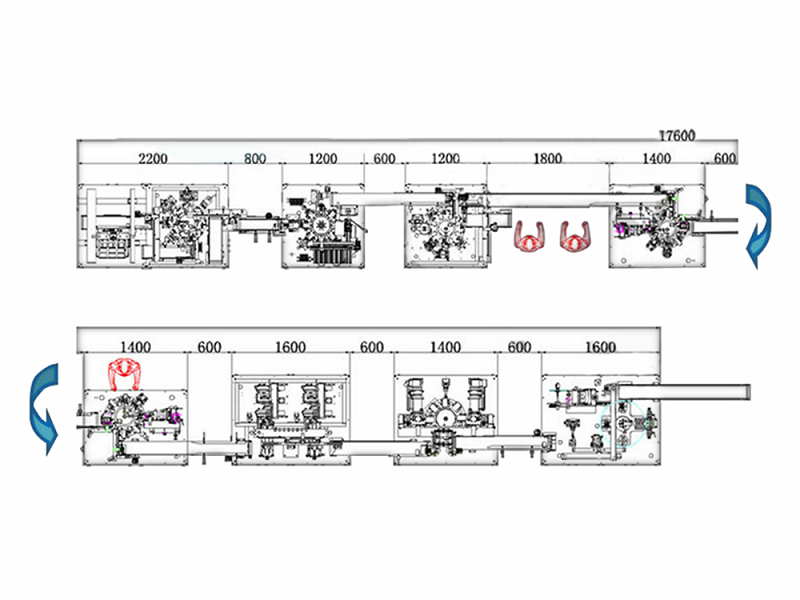
9. Dimensão total (excluindo linha de montagem):
Corpo do fio: 9200 (Comprimento)*1200 (Largura)*1900 (Altura) mm
Altura da linha de montagem: 900mm±50mm
4. Layout geral do equipamento e descrição do fluxo de trabalho do equipamento
Layout geral do corpo da linha:
Nota: a linha inclui 4 pessoas, uma das quais é responsável pela placa de proteção da máquina a laser;
2 pessoas são responsáveis pela instalação do invólucro de borracha;
Uma pessoa é responsável pela alimentação, inspeção de toda a linha e substituição de materiais como fita adesiva.
Requisitos de função e ação de equipamento único:
(1)Alimentação Automática + Máquina Multifuncional:
1) Ação Funcional
â A bateria é carregada automaticamente da bandeja de alimentação para a linha de montagem da máquina de alimentação através da máquina de alimentação, e o cilindro de posicionamento é posicionado;
â¡ O manipulador de mudança pega a bateria da linha de montagem da máquina de carregamento até a linha de montagem de alimentação da máquina multifuncional. A bateria pode ser girada em 90°ou virada à vontade;
⢠O núcleo elétrico entra pela linha de montagem de alimentação da máquina multifuncional. Após o núcleo elétrico ser posicionado, ele é agarrado à estação de alimentação da mesa rotativa pelo manipulador de alimentação;
⣠A mesa rotativa gira no sentido horário para entrar na estação primária de modelagem de orelha de pólo para modelagem de orelha de pólo;
⤠Gire a mesa rotativa no sentido horário para entrar na estação de teste, teste a resistência interna da tensão, escaneie o código e carregue os dados;
⥠A mesa rotativa gira no sentido horário para entrar na estação de corte da aba esquerda para cortar a aba esquerda;
⦠A mesa rotativa gira no sentido horário e entra na estação de corte da aba direita para cortar a aba direita;
⧠A mesa rotativa apodreceuss no sentido horário; Entre na aba cirurgia plástica secundária, cirurgia plástica da orelha polar;
⨠A mesa rotativa gira no sentido horário para entrar na estação de descarga da bateria, descarregar a bateria e agarrá-la na linha de alimentação do equipamento; A célula gira 90°e depois gira 180°.
2) Requisitos Técnicos
â Capacidade (UPH): â¥1200pcs/h
â¡ Taxa de utilização do equipamento: 98%
⢠Taxa qualificada: 99,5%
⣠Faixa de desvio do comprimento de corte do terminal do poste: ±0,2 mm
⤠Vida útil do cortador â¥400.000 vezes
⥠Precisão do teste de tensão:±0,01% rdg. ±3dgtï¼De acordo com a precisão do testador);
⦠Precisão do teste de resistência interna:±0,5% rdg.±5dgtï¼De acordo com a precisão do testador);
⧠Taxa de erro de julgamento: deve ser 100% em produtos do canal OK eâ¤0,3% em produtos do canal ng;
⨠Digitalize o código da célula, vincule e carregue os dados de teste;
â© O material pode ser retirado da bandeja de sucção plástica empilhada. A bandeja não pode ser conectada à bandeja. A bateria não pode ser danificada durante o processo de recuperação. A bandeja vazia após a retirada do material será removida automaticamente e classificada em uma pilha;
⪠Dimensão geral (excluindo linha de montagem):
2200 (Comprimento)*1200 (Largura)*1900 (Altura) mm.
â« Tamanho do material:
Observação: TA carga da mesa elevatória de carregamento de núcleo elétrico é menor ou igual a 40kg.
|
Name |
Comprimento (mm) |
Largura (mm) |
Espessura (mm) |
Robservações |
|
Sucção Pelástico Traio |
270-420mm |
215-350mm |
Altura de empilhamento de múltiplas camadas ⤠250mm |
O número de células elétricas em cada painel é 2-8 |
|
Bateria |
40-140mm |
35-80mm |
3-8mm |
|
3) Configuração de Chave
â Testador: Lanqi BK600A, 1 conjunto
â¡ Pistola de digitalização: Honeywell, 1 conjunto
(2) Máquina de solda a laser:
1) Ação Funcional
â A bateria entra na máquina a laser através da linha de montagem de alimentação, é agarrada pelo manipulador de alimentação para o posicionamento secundário e a bateria gira 90°;
â¡ O manipulador de carregamento agarra a bateria do posicionamento secundário para a estação de carregamento da plataforma giratória e a bateria gira 45°;
⢠A mesa rotativa gira no sentido anti-horário para entrar na estação de modelagem de orelha de poste para modelagem de orelha de poste;
⣠A mesa rotativa gira no sentido anti-horário e entra na estação de alimentação da placa de proteção para carregar a placa de proteção;
⤠A mesa rotativa gira no sentido anti-horário e entra na estação de posicionamento da placa de proteção para posicionar a placa de proteção;
⥠A mesa rotativa gira no sentido anti-horário para entrar na estação de soldagem a laser para soldagem a laser;
⦠A mesa rotativa gira no sentido anti-horário para inserir a bateria
estação de descarga, descarregue a bateria e prenda-a na linha de alimentação do equipamento.
2) Requisitos Técnicos
â Capacidade (UPH): â¥1200pcs / h;
â¡ Taxa de utilização do equipamento: 98%;
⢠Taxa qualificada: 99,5%;
⣠Precisão de posição da soldagem a laser: ±0,02 mm;
⤠Verifique a posição de soldagem da placa protetora e do terminal do eletrodo do núcleo elétrico e a precisão da posição: ±0,1 mm;
⥠Pré-avaliação da soldagem a ponto (soldar quando a placa protetora e o terminal do eletrodo do núcleo elétrico estão bem posicionados e retirá-los sem soldar quando NG);
⦠Padrão de firmeza de soldagem: força de tração de materiais de níquel e níquelâ¥2kgf, força de tração de materiais de alumínio e níquel⥠0,6kgf;
⧠A energia auditiva positiva e negativa da soldagem a laser pode ser definida separadamente e alternada livremente (Nota: o fabricante da máquina a laser é responsável por este item, e o fabricante do corpo do fio é responsável por acionar a conexão, etc.);
⨠Dimensão total (excluindo linha de montagem):
1200 (Comprimento)*1200 (Largura)*1900 (Altura) mm.
â© Tamanho do material:
|
Nome |
Comprimento (mm) |
Largura (mm) |
Espessura (mm) |
Observações |
|
Placa Protetora |
25-80mm |
Flacidez do FPC 5-30 mm |
0,6-1,2mm |
|
(3)Fita adesiva dupla face + dobra de folha de níquel em forma de L + máquina dobradeira de placa protetora:
1) Ação Funcional
â A bateria entra na fita adesiva dupla-face + dobra de folha de níquel em forma de L + máquina dobradeira de placa protetora através da linha de montagem de alimentação. Depois que a célula elétrica é posicionada, ela é agarrada à estação de carregamento da plataforma giratória pelo manipulador de alimentação;
â¡ Gire a mesa rotativa no sentido anti-horário para entrar na estação de colagem para completar a colagem do adesivo dupla-face na boca do copo;
⢠A mesa rotativa gira no sentido anti-horário e entra na estação de dobra de folha de níquel em forma de L para dobrar a folha de níquel em forma de L;
⣠A mesa rotativa gira no sentido anti-horário e entra na estação de modelagem para moldar a folha de níquel em forma de L para garantir o ajuste;
⤠A mesa rotativa gira no sentido anti-horário para entrar na estação de modelagem FPC para moldar o FPC;
⥠A mesa rotativa gira no sentido anti-horário para entrar na estação de dobra da placa protetora e dobrar a placa protetora 90 °
⦠A mesa rotativa gira no sentido anti-horário e entra na estação de descarga da bateria. A descarga da bateria é diretamente captada pelo manipulador até a linha de montagem de alimentação do equipamento;
⧠Depois de concluir manualmente os processos de instalação manual do invólucro de borracha, dobramento manual da placa protetora e dobramento manual da placa combinada macia e dura na linha de montagem, a bateria flui para o equipamento.
2) Requisitos Técnicos
â Capacidade (UPH): â¥1000pcs / h;
â¡ Taxa de utilização do equipamento: 98%;
⢠Taxa qualificada: 99,5%;
⣠Diâmetro interno do cilindro adesivo dupla face (mm):â76;
⤠Precisão de colagem: ±0,25 mm;
⥠Ângulo de curvatura: menor ou igual a 90;
⦠O núcleo elétrico, a placa protetora e seus componentes devem ser protegidos para evitar danos;
⧠Dimensão geral (excluindo linha de montagem):
1200 (Comprimento)*1200 (Largura)*1900 (Altura) mm.
(4) Máquina de colagem de cabeça totalmente automática:
1) Função de Ação
â A bateria entra na máquina de colagem de cabeçote através da linha de alimentação. Depois que a célula elétrica é posicionada, ela é agarrada à estação de carregamento da plataforma giratória pelo manipulador de alimentação;
â¡ Gire a mesa rotativa no sentido anti-horário para entrar na estação de colagem do cabeçote e cole a cola formadora na superfície superior da bateria;
⢠Gire a mesa rotativa no sentido anti-horário para entrar na estação de embalagem de cola e envolva as orelhas em ambos os lados da cola de moldagem na parte de trás da bateria;
⣠A mesa rotativa gira no sentido anti-horário para entrar na estação de embalagem de cola e enrolar a parte superior da cabeça formando cola na parte de trás da bateria;
⤠A mesa rotativa gira no sentido anti-horário para entrar na estação de descarga da bateria, descarregar a bateria e agarrá-la à linha de alimentação do equipamento.
2) Parâmetros Técnicos
â Capacidade (UPH): â¥1100pcs / h;
â¡ Taxa de utilização do equipamento: 98%;
⢠Taxa qualificada: 99,5%;
⣠Diâmetro interno do cilindro adesivo dupla face (mm): â76;
⤠Precisão de colagem: ± 0,25 mm;
⥠Dimensão geral (excluindo linha de montagem):
1400 (Comprimento)*1200 (Largura)*1900 (Altura) mm.
5. Requisitos Gerais para Equipamento
(1) Requisitos Gerais de Uso
1) Cada equipamento da estação pode selecionar operação independente ou operação vinculativa e salvar dados de acordo com os requisitos de cada módulo.
2) O acessório de ferramentas pode ser substituído e é aplicável a outros modelos de produtos.
3) Peças facilmente desgastadas devem ser substituídas separadamente.
4) Deve ser realizado tratamento antiderrapante para os parafusos nas estações com alta atividade e resistência do equipamento, e aparelhos dentários devem ser instalados nos furos dos parafusos em baquelite e outras peças.
5) Evite ou proteja as peças que podem danificar o núcleo elétrico, como queda, esmagamento, arranhões, soldagem, etc.
6) O tratamento eletrostático de todo o equipamento deve atender às
requisitos da empresa, e as partes de contato da placa protetora devem ser feitas de materiais antiestáticos.
7) Cada equipamento deve ser equipado com instalações de iluminação separadamente e são necessárias lâmpadas economizadoras de energia.
8) Proteção do produto e controle de qualidade:
â Não inferior aos requisitos da operação de linha manual existente (consulte o fluxograma do processo do produto para obter detalhes).
â¡ O processo de operação exige que o código de barras da bateria realize o fechamento do cartão para evitar perda de processamento e saída de produtos defeituosos.
(2) Requisitos de segurança mecânica
1) Cumprir os padrões nacionais de segurança e os regulamentos nacionais de segurança e saúde.
2) O equipamento deve ser fornecido com medidas de proteção de segurança boas e abrangentes, como rede de proteção, proteção fotoelétrica, grade de proteção e outros dispositivos de proteção. As peças rotativas, peças perigosas e peças perigosas do equipamento devem ser fornecidas com dispositivos de proteção.
3) Os dispositivos de proteção e outras instalações devem impedir que os operadores entrem na área perigosa de operação, ou quando o pessoal entra na área perigosa por engano, o equipamento pode perceber a ação protetora correspondente, que provavelmente não causará ferimentos ao pessoal, ou seja, a proteção os dispositivos devem realizar ligação e intertravamento com o sistema de controle do equipamento.
4) As peças e componentes móveis que são frequentemente ajustados e mantidos devem ser equipados com tampas protetoras móveis. Se necessário, deve ser instalado um dispositivo de intertravamento para garantir que as peças móveis não possam ser iniciadas sem fechar o dispositivo de proteção (incluindo tampa protetora, porta protetora, etc.); Assim que o dispositivo de proteção (incluindo tampa protetora, porta protetora, etc.) for aberto, o equipamento deverá parar automaticamente e imediatamente.
5) A transmissão, ação, radiação e outras partes do equipamento devem ter bons dispositivos de proteção de tela.
6) O mecanismo operacional do equipamento, como alça, volante e haste de tração, deve ser definido com operação conveniente, segurança e economia de trabalho, marcas claras, completas, firmes e confiáveis.
(3) Requisitos de segurança elétrica
1) O sistema de controle pode garantir que o fornecimento de energia do equipamento não causará perigo em caso de anormalidade, e o próprio equipamento não será danificado ou machucará pessoas.
2) O sistema de controle deve estar longe de áreas inflamáveis, explosivas, de alta temperatura, alta umidade e alta corrosão. Se for inevitável, deverão ser definidas as medidas de blindagem necessárias e o gabinete de controle deverá ter boas condições de dissipação de calor. A linha de controle deve garantir que não causará danos, mesmo se a linha falhar ou for danificada.
3) O sistema de controle deve ser colocado em posição conveniente para operação e observação pelo operador. O equipamento está equipado com botões de parada de emergência necessários de acordo com condições específicas. O mecanismo de parada de emergência deve ser autotravante e sua cor de funcionamento é vermelha. Se houver uma cor de fundo, a cor de fundo deverá ser preta. As partes operacionais do interruptor operado por botão devem ser do tipo palma ou cabeça de cogumelo.
4) Sistema de controle elétrico do equipamento: com funções de proteção contra sobrecarga e proteção contra curto-circuito.
5) Durante a inspeção, ajuste e manutenção, o equipamento de produção que precisa observar a área perigosa ou partes do corpo humano precisam se estender para a área perigosa deve ser impedido de iniciar incorretamente. Quando o equipamento puder colocar em risco a segurança pessoal devido à partida acidental, dispositivos de proteção de segurança obrigatórios deverão ser configurados para evitar partida acidental.
6) Quando a energia é cortada acidentalmente e depois ligada novamente, o equipamento deve ser capaz de evitar operações perigosas.
7) O sistema de fonte de alimentação trifásico de cinco fios é adotado e as medidas de proteção de conexão neutra são adotadas para o invólucro do equipamento.
8) Durante a operação do equipamento, quando algum componente falha ou é
danificado, o próprio equipamento possui medidas de proteção correspondentes, que não podem causar maiores danos ao próprio equipamento ou prejudicar o operador. As medidas de proteção incluem principalmente: proteção do tempo de execução da ação: quando o tempo real de execução de uma ação excede o valor normal, será emitido um alarme; Proteção contra mau funcionamento: devido à vedação frouxa e ao alívio de pressão da tubulação, deve haver um alarme quando as partes que não deveriam atuar atuam.
9) Existem medidas para evitar o desgaste dos fios ao redor da saída do gabinete de distribuição e não há conector no meio da linha de energia.
6.Marca e lista de embalagem de peças importantes
(1) Marcas de peças importantes:
|
NÃO. |
Categoria de peça padrão |
Descrição da Função e Restrições de Marca |
|
1 |
Quadro |
Tratamento de cozimento de tinta de superfície |
|
2 |
Quadro Grande |
A superfície deve ser galvanizada com espessura de 20mm |
3 |
Peças Usinadas |
Jateamento de areia e tratamento de oxidação para peças de alumínio e tratamento de galvanoplastia para peças de ferro |
|
4 |
Homem-Máquina |
Marca limitada a vialon |
|
5 |
CLP |
Omron tem garantia de três anos e reserva 10% das portas |
|
6 |
Fonte de alimentação |
Omron, Delta, Mingwei e outras fontes de alimentação chaveadas |
|
7 |
Sensor |
Panasonic, Kearns, Omron |
|
8 |
Acessórios de controle elétrico |
A barra de fiação e outras peças elétricas devem ser, pelo menos, de marcas nacionais de alta qualidade |
|
9 |
Contator |
Schneider, Omron |
|
10 |
Botão |
Schneider, Omron |
|
11 |
Motor Comum |
Xintaichuang |
|
12 |
Motor de passo |
Reis |
|
13 |
Servomotor |
Panasonic, Fuji |
|
14 |
Placa de E/S |
Lesai, Ni, Gugão |
|
15 |
Cilindro Comum |
Yadeke, SMC |
|
16 |
Cilindro sem haste |
Yadeke, SMC |
|
17 |
Válvula Solenóide |
Yadeke |
|
18 |
Combinação de Tratamento de Fonte de Gás |
Yadeke |
|
19 |
Rolamento ou Rolamento Linear |
Mismi, NSK, THK e outras marcas |
|
20 |
Guia |
Banco de Xangai, THK e outras marcas |
|
21 |
Módulo Linear |
Prata de Xangai, Mismi e outras marcas |
|
22 |
Peças de padrão estrutural |
Prata de Xangai, Mismi e outras marcas |
|
23 |
IPC |
Yanxiang |
|
24 |
Monitoramento |
Philips |
(2) Lista de embalagem
|
NÃO. |
Nome |
Quantidade |
Observações |
|
1 |
Lista de embalagem |
1 cópia |
|
|
2 |
Certificado de Conformidade |
1 cópia |
|
|
3 |
Manual de Operação |
2 cópias |
|
|
4 |
Desenho de usinagem de peças vulneráveis |
1 cópia |
|
|
5 |
Diagrama esquemático elétrico |
2 cópias |
Arquivo eletrônico |
|
6 |
Diagrama esquemático da conexão IO |
2 cópias |
|
|
7 |
Manual de Manutenção de Equipamentos |
1 cópia |
|
|
8 |
Lista de peças vulneráveis |
1 cópia |
Arquivo eletrônico |









1 Pacote exportado padrão: Proteção anticolisão interna, embalagem externa em caixa de madeira para exportação.
2 Envio expresso, aéreo e marítimo de acordo com a necessidade do cliente para encontrar a forma mais adequada.
3 Responsável pelos danos durante o processo de envio, trocará a peça danificada para você gratuitamente.

Categorias
Novos produtos

Gerente de Vendas:David E-mail:David@tmaxcn.com Bate-papo:18659217588
Gerente de Vendas:David E-mail:David@tmaxcn.com Bate-papo:18659217588

Gerente de Vendas:David E-mail:David@tmaxcn.com Bate-papo:18659217588

Gerente de Vendas:David E-mail:David@tmaxcn.com Bate-papo:18659217588

Gerente de Vendas:David E-mail:David@tmaxcn.com Bate-papo:18659217588

Gerente de Vendas:David E-mail:David@tmaxcn.com Bate-papo:18659217588
Automatic Production Equipment of Polymer Battery for Mobile Phone Battery Pack Production Line 1.Equipment Function Introduction The automatic production line is mainly used to complete the mobile phone battery pack production process. The process flow includes: 1)Polymer battery tab shaping , 2)OCV test, 3)Battery tab cutting, 4)Welding, 5)Double-sided adhesive pasting, 6)BMS bending, 7)Adhesive pasting and forming, 8)Finished battery testing; 9)FPC sponge adhesive pasting. According to the process flow and technical requirements, the pack line is connected by the following 5 equipment: (1)Automatic feeding + multifunctional machine; (2)Automatic laser welding machine; (3)Double sided adhesive tape + L-shaped nickel sheet bending + protective plate bending machine; (4)Automatic head adhesive machine. 2.Process Flow 3.Technical Parameters 1. Applicable Range of Battery Size (unit: mm): Length: 40-130mm (Excluding pole lug length) Width: 30-70mm Thickness: 3-10mm Lug length: 4-20mm 2. Environmental Conditions: Air Pressure of Air Source: 0.5 ~ 0.6 MPa Power Supply Voltage: 220V, 50Hz Total Power: ≤15kw Area Bearing Ratio: ≤500kg / M² Ambient Temperature: 5ºC-50ºC Humidity: 50% - 90% 3. Production Line Efficiency: ≥900pcs / h 4. Equipment Utilization Rate: > 98% 5. Product Qualification Rate: > 98% 6. The feeding and discharging directions of the equipment shall be consistent, and the tail of the electric core shall face the equipment operation surface. 7. Process Applicability: Applicable to soft pack batteries with the same process. 8. Meet safety production requirements, including product safety and battery safety. 9. Overall Dimension (Excluding assembly line): Wire body: 9200 (Long)*1200 (Width)*1900 (Height) mm Assembly Line Height: 900mm±50mm 4.Overall Equipment Layout and Equipment Workflow Description Overall Layout of Line Body: Note: the line includes 4 persons, one of whom is responsible for the laser machine protection board; 2 persons are responsible for installing the rubber shell; One person is responsible for feeding, inspecting the whole line and replacing materials such as tape. Function and Action Requirements of Single Equipment: (1)Automatic Feeding + Multifunction Machine: 1) Functional Action ① The battery is automatically loaded from the feeding tray to the assembly line of the feeding machine through the feeding machine, and the positioning cylinder is positioned; ② The shift manipulator grabs the battery from the loading machine assembly line to the multi-function machine feeding assembly line. The battery can be rotated by 90°or turned over at will; ③ The electric core enters through the feeding assembly line of the multi-function machine. After the electric core is positioned, it is grabbed to the feeding station of the rotary table by the feeding manipulator; ④ The rotary table rotates clockwise to enter the primary pole ear shaping station for pole ear shaping; ⑤ Rotate the rotary table clockwise to enter the test station, test the voltage internal resistance, scan the code and upload the data; ⑥ The rotary table rotates clockwise to enter the left tab cutting station to cut the left tab; ⑦ The rotary table rotates clockwise and enters the cutting station of the right tab to cut the right tab; ⑧ The rotary table rotates clockwise; Enter tab secondary plastic surgery, polar ear plastic surgery; ⑨ The rotary table rotates clockwise to enter the battery discharge station, discharge the battery, and grab it to the feeding line of the equipment; The cell rotates 90°and then turns 180°. 2) Technical Requirements ① Capacity (UPH): ≥1200pcs / h ② Equipment utilization rate: > 98% ③ Qualified rate: > 99.5% ④ Deviation range of pole lug cutting length: ±0.2mm ⑤ Cutter life ≥400000 times ⑥ Voltage test accuracy:±0.01% rdg. ±3dgt(According to the accuracy of the tester); ⑦ Internal resistance test accuracy:±0.5% rdg.±5dgt(According to the accuracy of the tester); ⑧ Misjudgment rate: it must be 100% in channel OK products and≤0.3% in channel ng products; ⑨ Scan the code of the cell, bind and upload the test data; ⑩ The material can be taken from the stacked plastic suction tray. The tray cannot be connected with the tray. The battery cannot be damaged during the reclaiming process. The empty tray after taking the material will be removed automatically and sorted into a stack; ⑪ Overall dimension (excluding assembly line): 2200 (Length)*1200 (Width)*1900 (Height) mm. ⑫ Material size: Note: The load of electric core loading lifting table is less than or equal to 40kg. Name Length (mm) Width (mm) Thickness (mm) Remarks Suction Plastic Tray 270-420 mm 215-350 mm Stacking height of multiple layers ≤ 250mm The number of electric cells in each panel is 2-8 Battery 40-140mm 35-80mm 3-8mm 3) Key Configuration ① Tester: Lanqi BK600A, 1 set ② Scanning gun: Honeywell, 1 set (2) Laser Welding Machine: 1) Functional Action ① The battery enters the laser machine through the feeding assembly line, is grasped by the feeding manipulator to the secondary positioning, and the battery rotates 90°; ② The loading manipulator grabs the battery from the secondary positioning to the turntable loading station, and the battery rotates 45°; ③ The rotary table rotates counterclockwise to enter the pole ear shaping station for pole ear shaping; ④ The rotary table rotates counterclockwise and enters the feeding station of the protection plate to load the protection plate; ⑤ The rotary table rotates counterclockwise and enters the protection plate positioning station to position the protection plate; ⑥ The rotary table rotates counterclockwise to enter the laser welding station for laser welding; ⑦ The rotary table rotates counterclockwise to enter the battery discharge station, discharge the battery, and grab it to the feeding line of the equipment. 2) Technical Requirements ① Capacity (UPH): ≥1200pcs / h; ② Equipment utilization rate: > 98%; ③ Qualified rate: > 99.5%; ④ Position accuracy of laser welding: ±0.02mm; ⑤ Check the welding position of the protective plate and the electrode lug of the electric core, and the position accuracy: ±0.1mm; ⑥ Pre judgment of spot welding (weld when the protective plate and the electrode lug of the electric core are placed OK, and pick them out without welding when NG); ⑦ Welding firmness standard: tensile force of nickel and nickel materials≥2kgf, tensile force of aluminum and nickel materials≥0.6kgf; ⑧ The positive and negative ear energy of laser welding can be set separately and switched freely (Note: the laser machine manufacturer is responsible for this item, and the wire body manufacturer is responsible for triggering the connection, etc.); ⑨ Overall dimension (excluding assembly line): 1200 (Length)*1200 (Width)*1900 (Height) mm. ⑩ Material size: Name Length (mm) Width (mm) Thickness (mm) Remarks Protective Plate 25-80 mm FPC sagging 5-30 mm 0.6-1.2mm (3)Double Sided Adhesive Tape + L-shaped Nickel Sheet Bending + Protective Plate Bending Machine: 1) Functional Action ① The battery enters the double-sided adhesive tape + L-shaped nickel sheet bending + protective plate bending machine through the feeding assembly line. After the electric cell is positioned, it is grabbed to the turntable loading station by the feeding manipulator; ② Rotate the rotary table counterclockwise to enter the gluing station to complete the gluing of double-sided adhesive at the cup mouth; ③ The rotary table rotates counterclockwise and enters the L-shaped nickel sheet bending station to bend the L-shaped nickel sheet; ④ The rotary table rotates counterclockwise and enters the shaping station to shape the L-shaped nickel sheet to ensure the fit; ⑤ The rotary table rotates counterclockwise to enter the FPC shaping station to shape the FPC; ⑥ The rotary table rotates counterclockwise to enter the protective plate bending station and bend the protective plate 90 ° ⑦ The rotary table rotates counterclockwise and enters the battery discharge station. The battery discharge is directly grabbed by the manipulator to the feeding assembly line of the equipment; ⑧ After manually completing the processes of manually installing rubber shell, manually folding protective plate and manually folding soft and hard combination plate on the assembly line, the battery flows into the equipment. 2) Technical Requirements ① Capacity (UPH): ≥1000pcs / h; ② Equipment utilization rate: > 98%; ③ Qualified rate: > 99.5%; ④ Inner diameter of double-sided adhesive cylinder (mm):∅76; ⑤ Gluing accuracy: ±0.25mm; ⑥ Bending angle: less than or equal to 90; ⑦ The electric core, protective plate and its components shall be protected to prevent damage; ⑧ Overall dimension (excluding assembly line): 1200 (Length)*1200 (Width)*1900 (Height) mm. (4) Full Automatic Head Gluing Machine: 1) Action Function ① The battery enters the head gluing machine through the feeding line. After the electric cell is positioned, it is grabbed to the turntable loading station by the feeding manipulator; ② Rotate the rotary table counterclockwise to enter the head gluing station and stick the forming glue on the upper surface of the battery; ③ Rotate the rotary table counterclockwise to enter the glue wrapping station and wrap the ears on both sides of the molding glue on the back of the battery; ④ The rotary table rotates counterclockwise to enter the glue wrapping station and wrap the top of the head forming glue to the back of the battery; ⑤ The rotary table rotates counterclockwise to enter the battery discharge station, discharge the battery, and grab it to the feeding line of the equipment. 2) Technical Parameters ① Capacity (UPH): ≥1100pcs / h; ② Equipment utilization rate: > 98%; ③ Qualified rate: > 99.5%; ④ Inner diameter of double-sided adhesive cylinder (mm): ∅76; ⑤ Gluing accuracy: ± 0.25mm; ⑥ Overall dimension (excluding assembly line): 1400 (Length)*1200 (Width)*1900 (Height) mm. 5.General Requirements for Equipment (1) General Use Requirements 1) Each station equipment can select independent operation or binding operation and save data according to the requirements of each module. 2) The tooling fixture can be replaced and is applicable to other models of products. 3) Easily worn parts must be replaceable separately. 4) Anti skid treatment must be carried out for the screws in the stations with high equipment activity and strength, and dental braces shall be installed on the screw holes on bakelite and other parts. 5) Avoid or protect the parts that can damage the electric core, such as falling, crushing, scratching, welding, etc. 6) The electrostatic treatment of the whole equipment shall meet the requirements of the company, and the contact parts of the protective plate shall be made of anti-static materials. 7) Each equipment shall be equipped with lighting facilities separately, and energy-saving lamps are required. 8) Product protection and quality control: ① Not lower than the requirements of existing manual line operation (see product process flow chart for details). ② The operation process requires that the battery bar code is bound to realize card closing to avoid missing processing and outflow of defective products. (2) Mechanical Safety Requirements 1) Comply with national safety standards and national safety and health regulations. 2) The equipment shall be provided with good and comprehensive safety protection measures, such as protective net, photoelectric protection, protective grating and other protective devices. The rotating parts, dangerous parts and dangerous parts on the equipment shall be provided with protective devices. 3) Protective devices and other facilities shall prevent operators from entering the operation dangerous area, or when personnel enter the dangerous area by mistake, the equipment can perceive the corresponding protective action, which is unlikely to cause injury to personnel, that is, the protective devices shall realize linkage and interlock with the equipment control system. 4) Movable parts and components that are frequently adjusted and maintained shall be equipped with movable protective covers. If necessary, interlocking device shall be installed to ensure that movable parts cannot be started without closing the protective device (including protective cover, protective door, etc.); Once the protective device (including protective cover, protective door, etc.) is opened, the equipment shall stop automatically immediately. 5) The transmission, action, radiation and other parts of the equipment shall have good screen protection devices. 6) The operating mechanism of the equipment, such as handle, hand wheel and pull rod, shall be set with convenient operation, safety and labor saving, clear, complete, firm and reliable marks. (3) Electrical Safety Requirements 1) The control system can ensure that the energy supply of the equipment will not cause danger in case of abnormality, and the equipment itself will not be damaged or hurt personnel. 2) The control system shall be far away from flammable, explosive, high temperature, high humidity and high corrosion areas. If it is unavoidable, necessary shielding measures shall be set, and the control cabinet shall have good heat dissipation conditions. The control line shall ensure that it will not cause harm even if the line fails or is damaged. 3) The control system shall be placed at the position convenient for operation and observation by the operator. The equipment is equipped with necessary emergency stop buttons according to specific conditions. The emergency stop mechanism must be self-locking, and its operation color is red. If there is a background color, the background color shall be black. The operating parts of button operated switch shall be palm push type or mushroom head type. 4) Electrical control system of equipment: with overload protection and short circuit protection functions. 5) During inspection, adjustment and maintenance, the production equipment that needs to observe the dangerous area or parts of the human body need to extend into the dangerous area must be prevented from misstartup. When the equipment may endanger personal safety due to accidental start, mandatory safety protection devices must be configured to prevent accidental start. 6) When the energy is cut off accidentally and then switched on again, the equipment must be able to avoid dangerous operation. 7) The three-phase five wire power supply system is adopted, and the protective neutral connection measures are adopted for the equipment shell. 8) During the operation of the equipment, when a component fails or is damaged, the equipment itself has corresponding protective measures, which can not cause greater damage to the equipment itself or harm the operator. Protection measures mainly include: action running time protection: when the actual running time of an action exceeds the normal value, it will give an alarm; Misoperation protection: due to the lax sealing and pressure relief of the pipeline, there shall be an alarm when the parts that should not act act act. 9) There are measures to prevent wire wear around the outlet of the distribution cabinet, and there is no connector in the middle of the power line. 6.Brand and Packing List of Important Parts (1) Brands of Important Parts: NO. Standard Part Category Description of Function and Brand Restrictions 1 Frame Surface paint baking treatment 2 Big Board The surface shall be electroplated with a thickness of 20mm 3 Machined Parts Sand blasting and oxidation treatment for aluminum parts and electroplating treatment for iron parts 4 Man-Machine Brand limited to vialon 5 PLC Omron has a three-year warranty and reserves 10% ports 6 Power Supply Omron, Delta, Mingwei and other switching power supplies 7 Sensor Panasonic, Kearns, Omron 8 Electric Control Accessories Wiring bar and other electrical parts shall be at least domestic high-quality brands 9 Contactor Schneider, Omron 10 Button Schneider, Omron 11 Ordinary Motor Xintaichuang 12 Stepper Motor Reyes 13 Servo Motor Panasonic, Fuji 14 I / O Board Lesai, Ni, Gugao 15 Ordinary Cylinder Yadeke, SMC 16 Rodless Cylinder Yadeke, SMC 17 Solenoid Valve Yadeke 18 Gas Source Treatment Combination Yadeke 19 Bearing or Linear Bearing Mismi, NSK, THK and other brands 20 Guide Shanghai Bank, THK and other brands 21 Linear Module Shanghai silver, Mismi and other brands 22 Structural Standard Parts Shanghai silver, Mismi and other brands 23 IPC Yanxiang 24 Monitor Philips (2) Packing List NO. Name Quantity Remarks 1 Packing List 1 copy 2 Certificate of Conformity 1 copy 3 Operation Manual 2 copies 4 Machining Drawing of Vulnerable Parts 1 copy 5 Electrical Schematic Diagram 2 copies Electronic file 6 Schematic Diagram of IO Connection 2 copies 7 Equipment Maintenance Manual 1 copy 8 List of Vulnerable Parts 1 copy Electronic file 1. We supply machines with battery technology support. 2. We supply full set of lithium battery equipment for lab research, pilot scale research and production line. 1 Standard exported package: Internal anticollision protection, external export wooden box packaging. 2 Shipping by express, by air, by sea according to customers' requirements to find the most suitable way. 3 Responsible for the damage during the shipping process, will change the damage part for you for free.

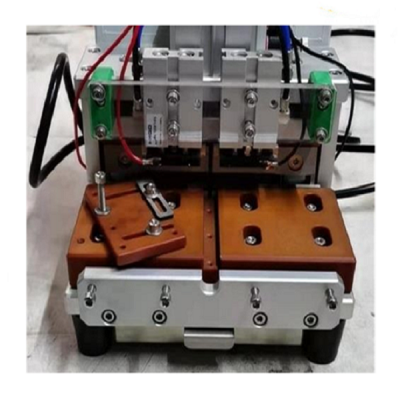
5V 10A 256 Channel Grading Machine for Pouch Cell I. Equipment Configuration List No. Category Product Name Model Quantity Remark 1 Cell Grading Equipment Pouch Cell Grading Machine TMAX-XL6512LK-5V6A 1 set 256CH5V10A 2 Accessories Communication Accessories Communication cables / RJ45 plugs, etc. Several Suitable for on-site connection II. Equipment Scope and Function 1) Equipment Application Scope: Mainly used for cell formation and capacity grading. It is suitable for specific cell types (cell size drawings provided by the user). Cell size: 170 mm × 70 mm (customization available for larger sizes). 2) Supported Test Functions: Constant current charging, constant current–constant voltage charging, constant current discharging, resting, etc. III. Process Flow Diagram Manual loading → Send process step → Process completion → Manual unloading IV. Equipment Description 1) Open-frame structure with four doors, 8 layers each, totaling 32 fixture trays. 2) Each tray holds 16 cells (16 channels), totaling 512 channels. 3) The equipment contacts the positive and negative poles of the cells for charge/discharge testing. V. Environmental Requirements 1) Power supply: AC 380V ±10%, 50Hz ±5%, max cabinet input power: 20KW (512CH) 2) Ambient temperature: 0–40°C 3) Ambient humidity: ≤75% R.H (no condensation) 4) Environment: No strong vibration, no corrosive or flammable/explosive gases 5) ESD protection: Grounding required with independent grounding port Ⅵ. Technical Parameters No. Item Specification 1 Channel Control Mode Whole-machine start testing 2 Voltage Per-channel voltage range Charge: 10 mV ~ 5000 mV Accuracy ±(0.05%RD + 0.05%FS) Resolution 1 mV Minimum discharge voltage 2000 mV 3 Current Per-channel current range Charge: 10 mA ~ 10000 mA; Discharge: –10 mA ~ –10000 mA Accuracy ±(0.05%RD + 0.05%FS) Resolution 1 mA 4 Time Step time range 1–1000 min/step, accuracy ±0.1% 5 Data Save interval Δt: 1–999 min; ΔU: 10 mV; ΔI: 10 mA Statistics Open-circuit voltage, average voltage, working time, current, capacity, platform capacity per step; detailed curves and data for each step; number of cells in each capacity segment 6 Charging Charging modes Constant current (CC), Constant current–constant voltage (CC-CV) Cut-off conditions Voltage, current, relative time, capacity 7 Discharging Discharging mode Constant current (CC) discharge Cut-off conditions Voltage, current, relative time, capacity 8 Cycle Cycle measurement range 1–32 cycles Steps per cycle 16 9 Curve Display Current curve, voltage curve, capacity curve 10 Protection Software protection Power-off data protection; configurable safety limits: low/high voltage, low/high current, capacity upper limit Hardware protection Anti-reverse-connection protection module 11 Voltage & Current Sampling Four-wire connection 12 Noise Level < 75 dB (measured at 1000 mm) 13 Communication (Host PC) CAN communication 14 Data Output Excel, PDF, graphs 15 Accuracy Temperature Range 25 ± 3°C 16 Sorting Function Yes; supports hardware LED sorting and software sorting 17 Inspection Speed 9 s 18 Equipment Failure Rate ≤ 2% 19 Offline Protection Automatically pauses when communication is lost; resumes after confirmation via PC command 20 Appearance Color International standard warm gray 1C Ⅶ. Equipment Appearance Item Description Equipment Dimensions (For reference only, subject to the actual machine) Size (mm) L: 1600 mm W: 550 mm H: 1850 mm Cell Layout Cells are placed horizontally on trays. Material Loading Method Total 64 trays; each tray holds 4 cells; total machine capacity: 256 cells. Clamping Method Manual clamping Cooling System Air cooling with axial fans for heat dissipation 2. Clamp Clamp
Para dúvidas sobre nossos produtos ou lista de preços, deixe-nos e entraremos em contato em até 24 horas.
© Direitos autorais: 2026 Xiamen Tmax Battery Equipments Limited Todos os direitos reservados.

IPv6 rede suportada

















