Juntar TMAX, torne-se um agente!
Juntar TMAX, torne-se um agente!

Sales Manager:David
Email:David@tmaxcn.com
Wechat:18659217588
Item nº.:
TMAX-SYF360Pagamento:
L/C, T/T, Western Union, Credit Cards, PaypalPorto de embarque:
Xiamen PortTempo de espera:
5 Days:
CE, IOS, ROHS, SGS, UL Certificate
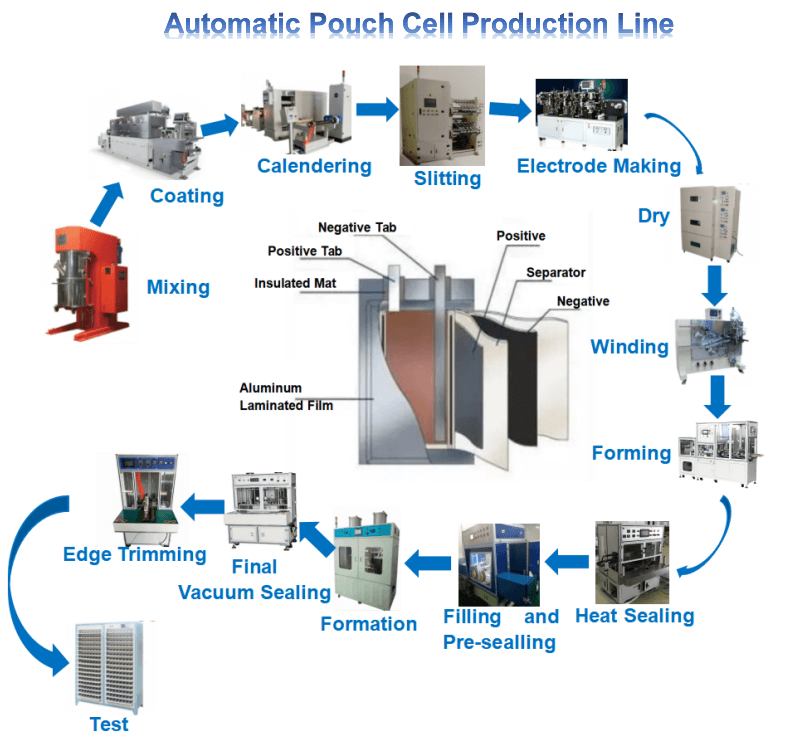
Máquina de revestimento intermitente para processo de eletrodo de célula em bolsa
Especificações do equipamento
1. Espessura do substrato: folha de alumínio: 0,010--0,030mm folha de cobre: 0,006-0,030mm
2. Largura do substrato: folha de alumínio: 100-320mm folha de cobre: 100-320mm
3. Espessura máxima do filme úmido do revestimento: 80--400µm (sob as condições de viscosidade da pasta)
4. A largura máxima do revestimento: 300mm,
5. Largura máxima da superfície do rolo de revestimento (rolo de aço): 360mm
6. Velocidade de transporte mecânico: 0,5â7M/min (velocidade máxima)
7. Velocidade de revestimento: 0,1-1,0M/min é o melhor (dependendo das condições de secagem, a velocidade é diferente dependendo da pasta) (o revestimento do supercapacitor é mais rápido, geralmente pode ser ajustado para cerca de 1M/min).
8. Comprimento do forno: 1 seção do forno à 1m/seção = 1m
Desempenho do equipamento
1. Método de revestimento: revestimento de molde de ranhura
Distância de revestimento intermitente: 5-8000mm±1mm (ajustável de acordo com as especificações da bateria).
2. Precisão do revestimento:
2.1. Erro de precisão da espessura seca: eletrodo positivo unilateral: eletrodo negativo ± 2,5 µm ± 2,5 µm (4-5 pontos para medição de seção transversal e 100 mm para distância de medição de seção vertical).
2.2. Erro de alinhamento do revestimento frontal e traseiro: â¤Â±1,0mm
2.3. Erro de comprimento médio: â¤Â±1,0mm
2.4. Erro médio de largura: â¤Â±1,0mm
Nota: Os índices 1 e 2 acima devem funcionar melhor quando as condições da pasta (viscosidade, tamanho de partícula, uniformidade, etc.) correspondem às configurações de vários parâmetros do equipamento.
3. Diâmetro interno do núcleo: 3 polegadas com eixo de ar
4. Controle de tensão: Controle PID de tensão do braço oscilante
5. Precisão do controlador de correção: ± 0,01 mm; Precisão de correção: ± 1mm
6. O operador opera o mecanismo de revestimento pela frente
7. Forma de secagem:
(1) Secagem com ar quente: circulação de ar quente (fornecimento de ar ascendente); ou suprimento de ar superior e inferior;
(2) Método de aquecimento: aquecimento elétrico 5,0KWÃ1 seção=5,0KW;
(3) aquecedor;
8. Comprimento do forno: 1 seção do forno à 1,0 m/seção = 1,0 m
9. Material do forno: tanto o interior quanto o exterior são feitos de aço inoxidável
10. Temperatura do forno: temperatura ambiente - 150°C ajustável, precisão de controle de temperatura <±5°C;
Fluxo do processo
O material de base da folha de eletrodo colocado no dispositivo de desenrolamento entra no sistema de tensão do braço oscilante após a correção automática do desvio. Depois de ajustar a tensão de desenrolamento, ela entra na cabeça de revestimento e a pasta do eletrodo é revestida de acordo com o procedimento de configuração do sistema de revestimento. A folha de eletrodo úmida revestida entra no forno para secagem com ar quente. A tensão da folha de eletrodo seca é ajustada pelo sistema de tensão e a velocidade de enrolamento é controlada ao mesmo tempo, de modo que seja sincronizada com a velocidade de revestimento. A folha de eletrodo é corrigida automaticamente pelo sistema de correção para mantê-la na posição central e é enrolada pelo dispositivo de enrolamento.
Dispositivo
1. Mecanismo de desenrolamento (com dispositivo de correção automática de desvio)
O dispositivo é composto por desenrolamento servo, eixo de desenrolamento com controle de tensão, sistema de correção automática de desvio, etc. A bobina é puxada para fora e entra no dispositivo de tensão do braço oscilante após a correção automática do desvio. O dispositivo transmite a mudança de tensão durante a operação para o controlador de tensão através do sensor, de modo a atingir uma tensão constante.
2. Mecanismo de tensão do braço oscilante
O mecanismo consiste em rolos, sensores de posição, etc. O sistema de tensão do braço oscilante absorve as mudanças temporárias no espaço de armazenamento devido à aceleração, desaceleração, desenrolamento e partida da bobina e flutuações de espaço durante o intervalo de revestimento, de modo que o o impacto no revestimento é minimizado. A tensão do substrato é ajustada pela posição do braço oscilante, de modo que o substrato mantenha uma tensão constante durante o processo de revestimento, e a velocidade de desenrolamento e a velocidade de revestimento sejam controladas para manter a sincronização.
3. Mecanismo de revestimento
Esta máquina é controlada por PLC e está equipada com equipamentos de automação de alta tecnologia de máquinas de precisão e integração optomecânica. Consiste em matriz de extrusão, rolo de revestimento, motor de acionamento, sensor de fibra óptica, rolamento de precisão e componentes pneumáticos de alto desempenho. Entre eles, o motor de acionamento, o redutor, o controle pneumático e o rolamento do rolo de revestimento são rolamentos de precisão. A interface homem-máquina, PLC, etc. constituem um sistema de revestimento intermitente, e o programa de revestimento é projetado de acordo com o tamanho do processo do usuário.
O método de revestimento possui dois modos de trabalho: revestimento contínuo e revestimento intermitente. Para revestimento intermitente, o comprimento do revestimento e o espaçamento intermitente do primeiro lado e do verso podem ser definidos respectivamente, e dois comprimentos de revestimento podem ser definidos separadamente para cada lado. e distância intermitente para atender às necessidades especiais dos usuários. Os parâmetros definidos podem ser ajustados continuamente de acordo com as especificações da bateria (pulso único) com precisão de resolução de 0,01 mm. Após o revestimento traseiro ser posicionado automaticamente pelo sensor de fibra óptica rastreando a primeira superfície, o revestimento é realizado de acordo com os parâmetros definidos no verso. Os indicadores de velocidade do rolo do aplicador e do rolo traseiro são definidos e exibidos na tela de toque.
4. Sistema de secagem
O sistema de secagem é composto por aquecedor, ventilador, duto de exaustão e orifício de ar, caixa de isolamento, porta de inspeção, etc. A caixa de isolamento possui seção de 1,0 metro, totalizando uma seção. As partes interna e externa da caixa são feitas de postes de aço inoxidável. O corpo da caixa é uma estrutura de isolamento térmico para evitar perda de calor e operação segura. Depois que os pólos úmidos revestidos entram na caixa de secagem, a caixa adota o método de secagem de ar superior para uma secagem eficiente. Para a secagem, o ar seco é enviado pelo ventilador para ser aquecido pelo aquecedor de ar quente e depois enviado para o interior do forno, e é soprado uniformemente para o revestimento úmido pelo orifício de ar, e o ar seco é descarregado para o exterior pelo exaustor.
5. Mecanismo de captação
Este dispositivo é composto por saída de forno, mecanismo de tensão do braço oscilante, dispositivo de acionamento por correia e sistema de sensor de tensão de enrolamento. O andamento permanece sincronizado.
6. Mecanismo de rebobinamento
O dispositivo consiste em um servo motor, um eixo de enrolamento e um sistema automático de correção de desvio. Durante o processo de enrolamento, o dispositivo pode fazer com que o eixo de enrolamento rastreie a posição da peça polar, de modo que a borda da peça polar do enrolamento possa ser mantida limpa.
7. Sistema de controle automático de revestimento e secagem
(1) Sistema de controle de revestimento: Este sistema consiste em PLC, servo motor, tela sensível ao toque e sensor de fibra óptica. Como uma interface homem-máquina, a tela sensível ao toque possui uma imagem amigável, exibição intuitiva e operação conveniente. Durante o processo de revestimento desta máquina, a velocidade da linha do rolo de revestimento, a velocidade de revestimento e o número de folhas revestidas são exibidos automaticamente na tela sensível ao toque, e os parâmetros definidos podem ser revisados com precisão a qualquer momento de acordo com os requisitos do processo de produção.
(2) Temperatura e controle: Este sistema é composto por regulador de temperatura, termopar, aquecedor, relé, etc. Ele mede e controla automaticamente a temperatura interna de cada seção do forno de secagem
Configuração principal
O sistema de controle da máquina e o sistema de estrutura são um sistema de controle de circuito fechado altamente integrado, a configuração principal é a seguinte:
Não.
Nome
Detalhes
Conteúdo
1
Estrutura de rack
Estrutura de placa vertical integrada, abrangendo processamento, além de pinos de posicionamento precisos para garantir precisão e estabilidade de posição
2
Parte de desenrolamento
Formulário de correção
Patrulha fotoelétrica de borda, acionamento motorizado, correção geral de movimento
Curso de correção
±50mm
Formulário de desenrolamento
Desenrolamento automático do redutor de velocidade do motor
Método de acumulação
Eixo de ar de 3"
Diâmetro máximo do rolo
Ï300
3
Rolo de revestimento
Tamanho
Ï210*360
Materiais
aço carbono, cromado
Modo de avanço
Servo motor + redutor
4
Modo de revestimento
Cabeça de extrusão
Largura efetiva 300mm, material: carboneto banhado em aço inoxidável
Sistema de controle de posição da cabeça de extrusão
Impulso do cilindro, ajuste mecânico, ajuste preciso do mecanismo
Pressão tibial da membrana da cabeça de extrusão
Manômetro de alta precisão 0-1MPa
5
Sistema de alimentação
Parafuso bomba
Alimentação de controle servo HEISHIN da bomba Bingshen
Tanque de transferência
5L, controle de temperatura constante, controle de nível de líquido, agitação pneumática, filtro
Válvula de revestimento
Válvula única pneumática
Sistema de pipeline
Sistema de tubulação sanitária, sem becos sem saída
6
Sistema de controle de tensão
Tipo de estrutura
Tensão do braço oscilante, cilindro de baixo atrito
7
Rolo Guia (Sobre Rolo)
Modo de controle
Controle PID de velocidade
Tensão (N)
30-80N
Rolo de liga de alumínio, largura 340 mm, anodizado rígido
8
Painel de operação
Tela sensível ao toque
Operar de acordo com a interface de função
9
Plataforma operacional
Botão
Algumas funções são iguais à operação dos botões
1. Controle automático de tensão dianteira e traseira:
1.1 Sistema Panasonic totalmente integrado;
1.2 Mecanismo de desenrolamento;
1.3 Dispositivo de rebobinamento;
1.4 Desenrolamento do motor.
2. Sistema de correção automática frontal e traseira:
2.1 Controlador de correção: sistema de correção Aibo;
2.2 Cabeça de detecção: detecção fotoelétrica
3. Sistema de controle principal:
3.1 Interface de operação: tela sensível ao toque;
3.2 Eixo de revestimento e rolo de aço: Servo motor Yaskawa;
3.3 Matriz de extrusão: acionada por cilindro;
3.4 Controlador de programa: Panasonic PLC e módulo de controle;
3.5 Tubo de aquecimento: doméstico;
3.6 Sonda de controle de temperatura: termopar.
4. Forno:
4.1 Material dentro e fora da caixa: aço inoxidável: (aço inoxidável SS304)
4.2 Isolamento da caixa: a espessura da camada de isolamento é de 50 mm;
4.3 Ventilador: doméstico;
4.4 Duto de ar: aço inoxidável;
Rack 4.5: peças de aço carbono + tinta
5. Cabeçote da máquina e peças integradas de desenrolamento Parte traseira da máquina e peças receptoras
5.1 Mesa de trabalho: superfície niquelada;
5.2 Assento de rolamento grande: superfície niquelada;
5.3 Rolo de revestimento: aço carbono com cromagem na superfície;
5.4 Rolo de borracha: borracha resistente à corrosão;
5.5 Rolo de alumínio: liga de alumínio (superfície anodizada duramente anodizada)
5.6 Eixo inflável: cromagem na superfície
![]()










1 Pacote exportado padrão: Proteção anticolisão interna, embalagem externa em caixa de madeira para exportação.
2 Envio por expresso, por via aérea, por mar de acordo com as necessidades dos clientes para encontrar a forma mais adequada.
3 Responsável pelos danos durante o processo de envio, trocaremos a peça danificada para você gratuitamente.

Anterior :
Máquina quente automática da formação de pressão da imprensa de 128 canais para a produção de baterias de polímeroPróximo :
equipamento quente da formação da pressão da imprensa da pilha do malote de 5V 20A 64 canaisCategorias
Novos produtos
Gerente de Vendas:David E-mail:David@tmaxcn.com Bate-papo:18659217588

Gerente de Vendas:David E-mail:David@tmaxcn.com Bate-papo:18659217588

Gerente de Vendas:David E-mail:David@tmaxcn.com Bate-papo:18659217588
Gerente de Vendas:David E-mail:David@tmaxcn.com Bate-papo:18659217588

Gerente de Vendas:David E-mail:David@tmaxcn.com Bate-papo:18659217588
Gerente de Vendas:David E-mail:David@tmaxcn.com Bate-papo:18659217588

Gerente de Vendas:David E-mail:David@tmaxcn.com Bate-papo:18659217588

Gerente de Vendas:David E-mail:David@tmaxcn.com Bate-papo:18659217588
Para dúvidas sobre nossos produtos ou lista de preços, deixe-nos e entraremos em contato em até 24 horas.
© Direitos autorais: 2026 Xiamen Tmax Battery Equipments Limited Todos os direitos reservados.

IPv6 rede suportada

















